Мир Аддитивных Технологий
 Каталог товаров
Каталог товаров 
 принтеры")

Есть вопросы? Ответим!
В нашем интернет магазине вы найдете ответы на любые интересующие вас вопросы о способах получения товара, сроках и условиях доставки, о гарантийных случаях и о многом другом. Будучи владельцем магазина Вы можете загрузить сюда любые вопросы.

Ознакомьтесь с уже существующими часто задаваемыми вопросами и ответами на них;
Изображения продукта представлены исключительно в качестве наглядного иллюстрирования. При работе с устройством обращайтесь к реальному изделию.
Благодарим Вас за выбор продукции ANYCUBIC!
Если вы приобрели принтер ANYCUBIC или знакомы с технологией ЗD-печати, мы все же рекомендуем вам внимательно прочитать это руководство. Меры предосторожности и метод эксплуатации, приведенные в этом руководстве, могут помочь во избежании неправильной установки и эксплуатации. Посетите https://www.club3d.club/about/contacts/ чтобы связаться с нами, если у вас есть какие-либо вопросы. Либо посетите центр поддержки ANYCUBIC, где вы также можете получить дополнительную информацию, программное обеспечение, видео или модели с веб-сайта.

Центр поддержки CLUB3D_CLUB

Центр поддержки ANYCUBIC
Команда ANYCUBIC
*Авторские права на настоящее руководство принадлежат ООО Шэньчжэньской технологической компании «Anycubic», оно не может быть перепечатано без разрешения.
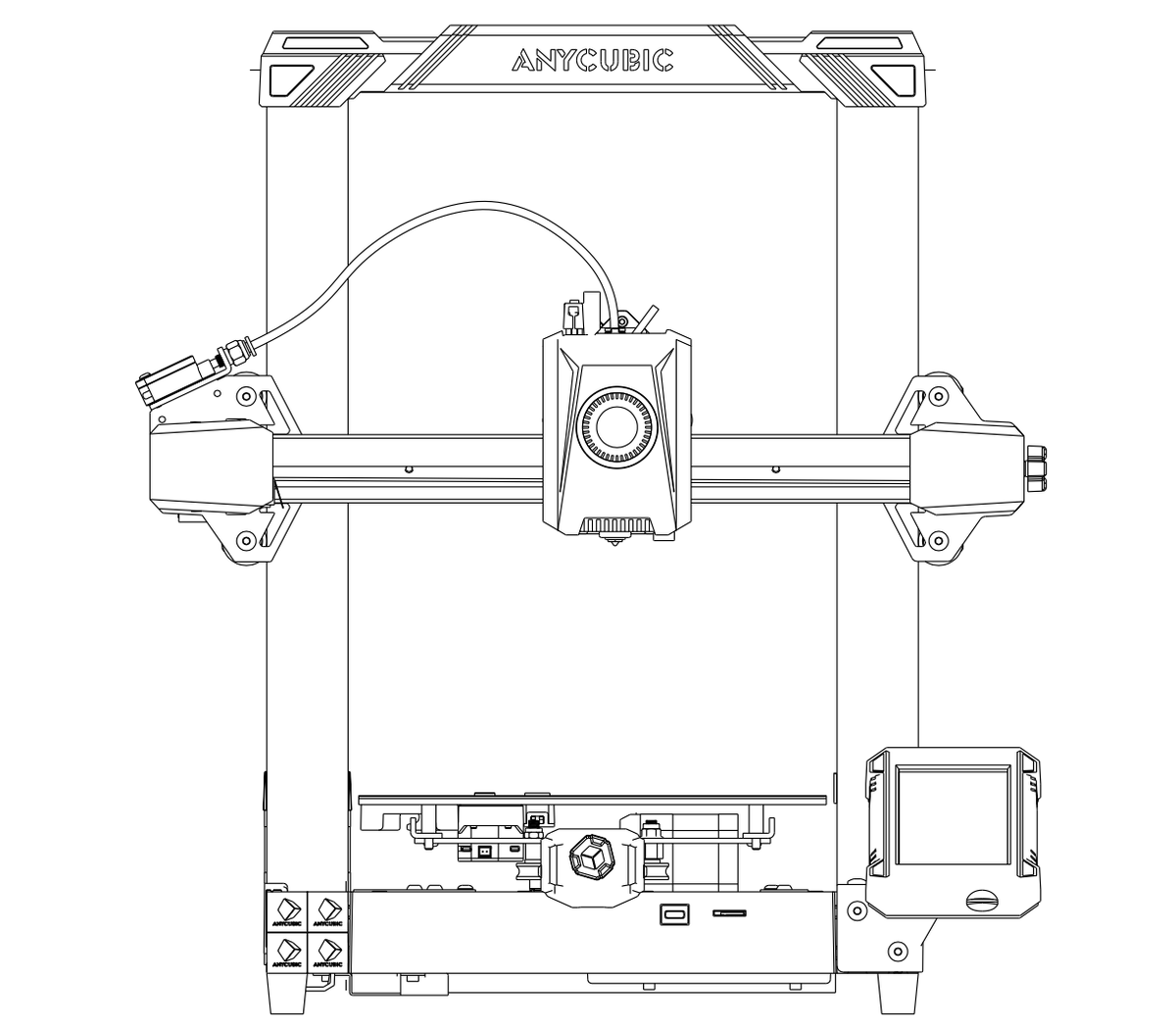
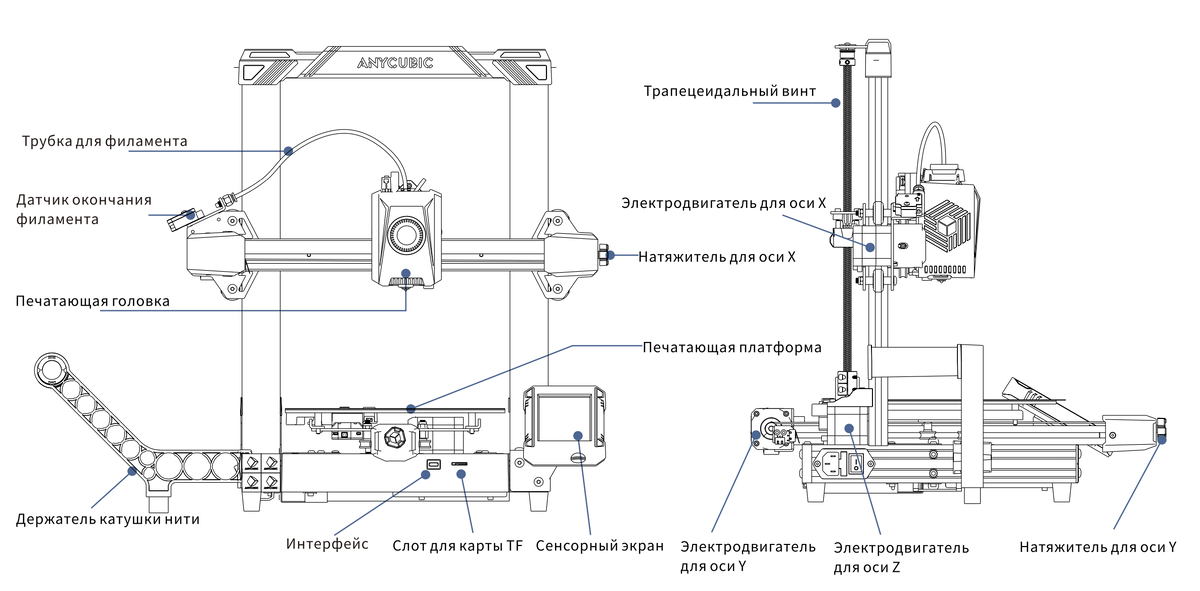
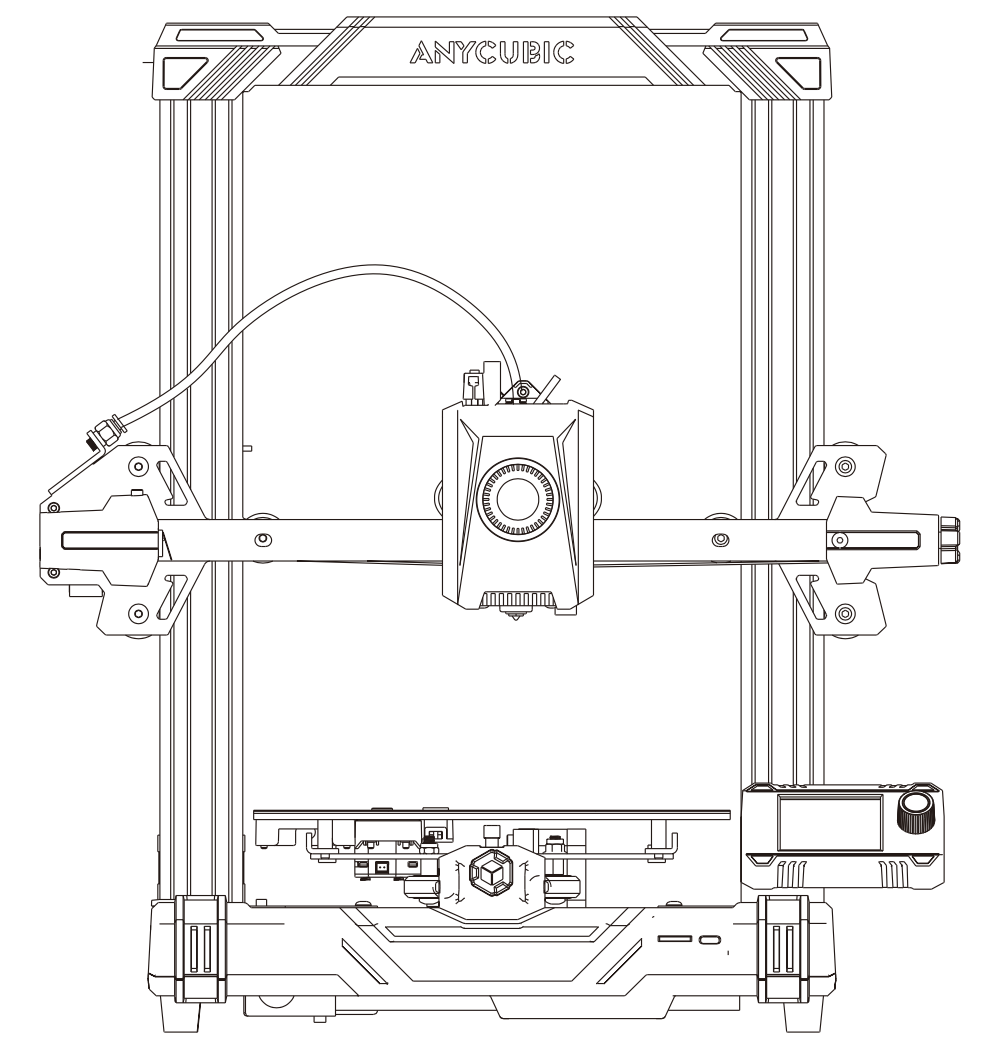
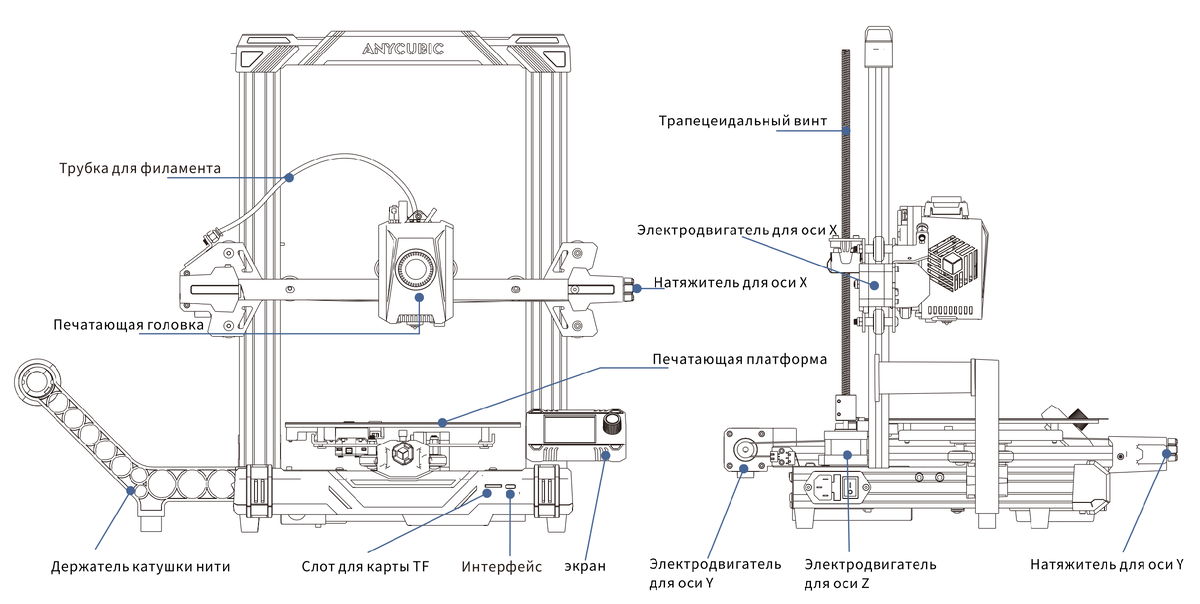
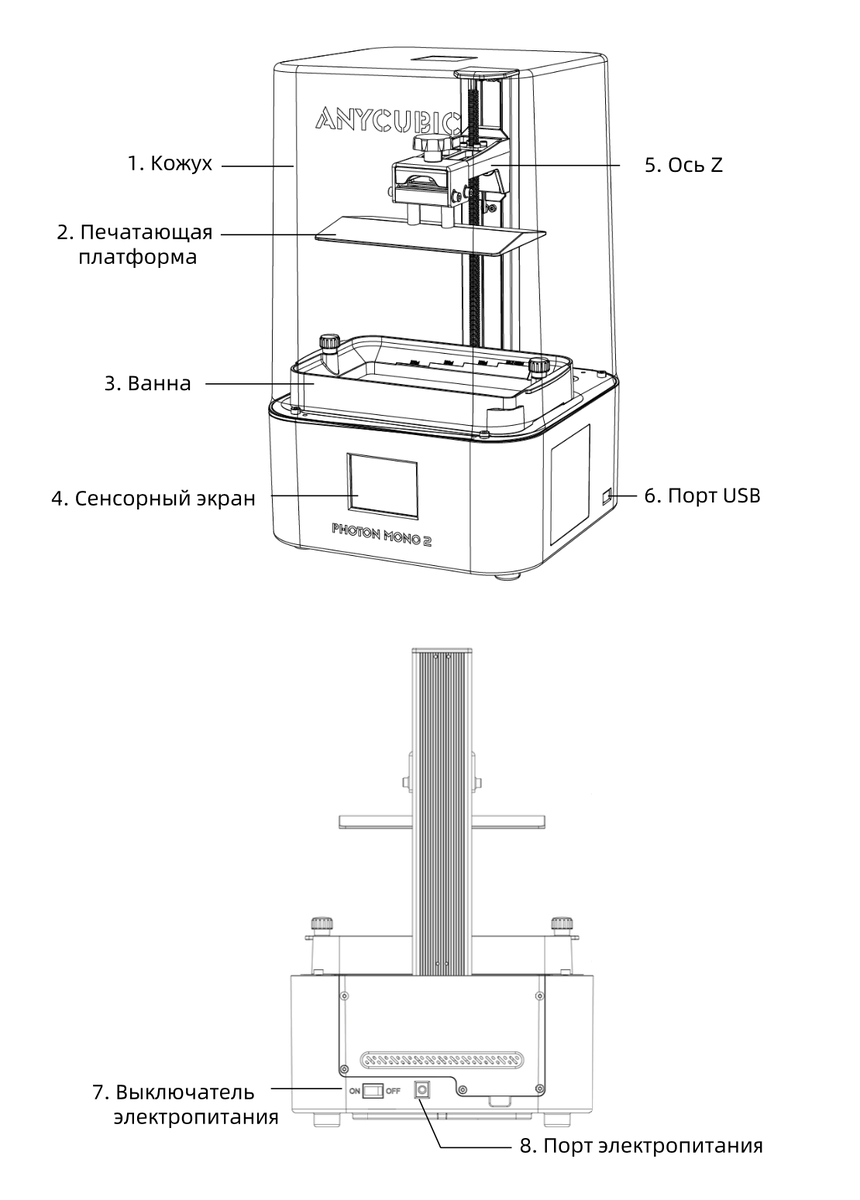
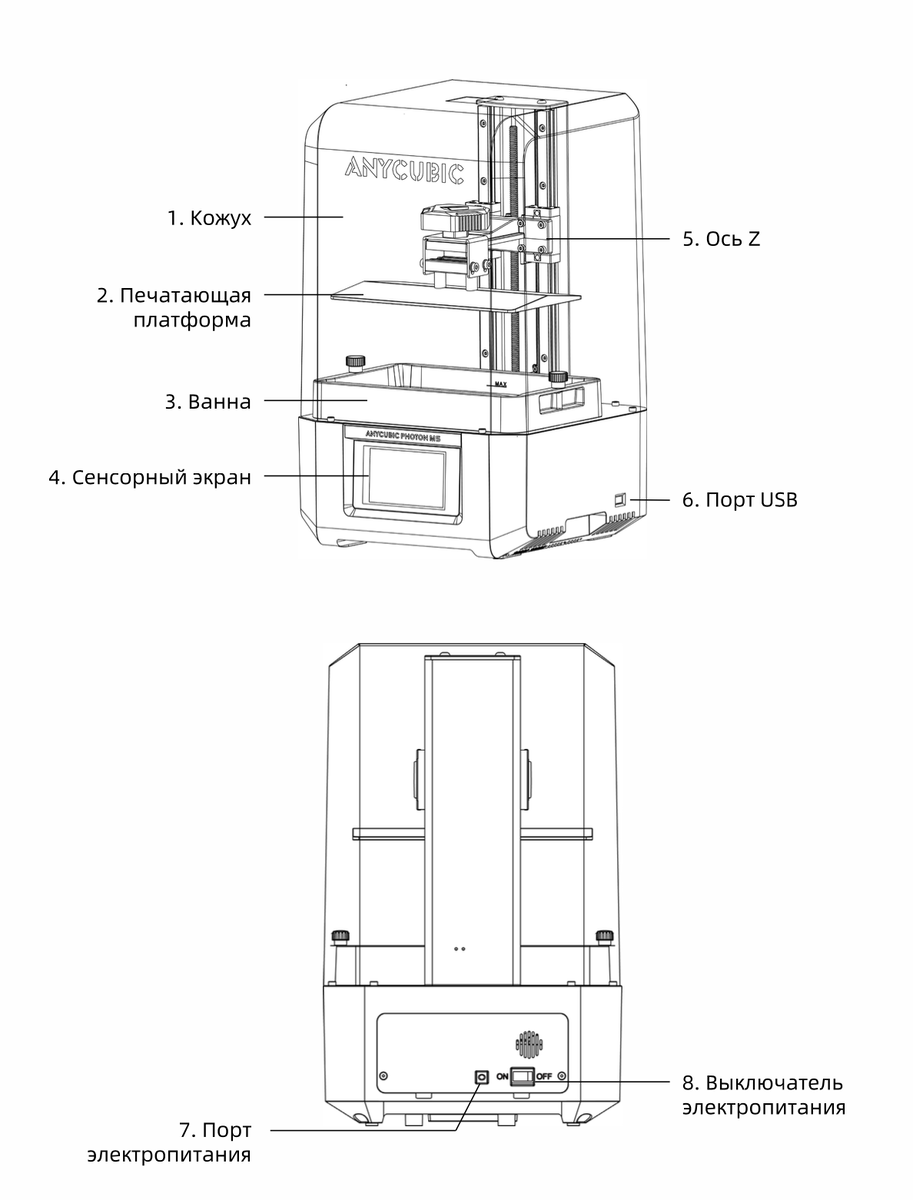
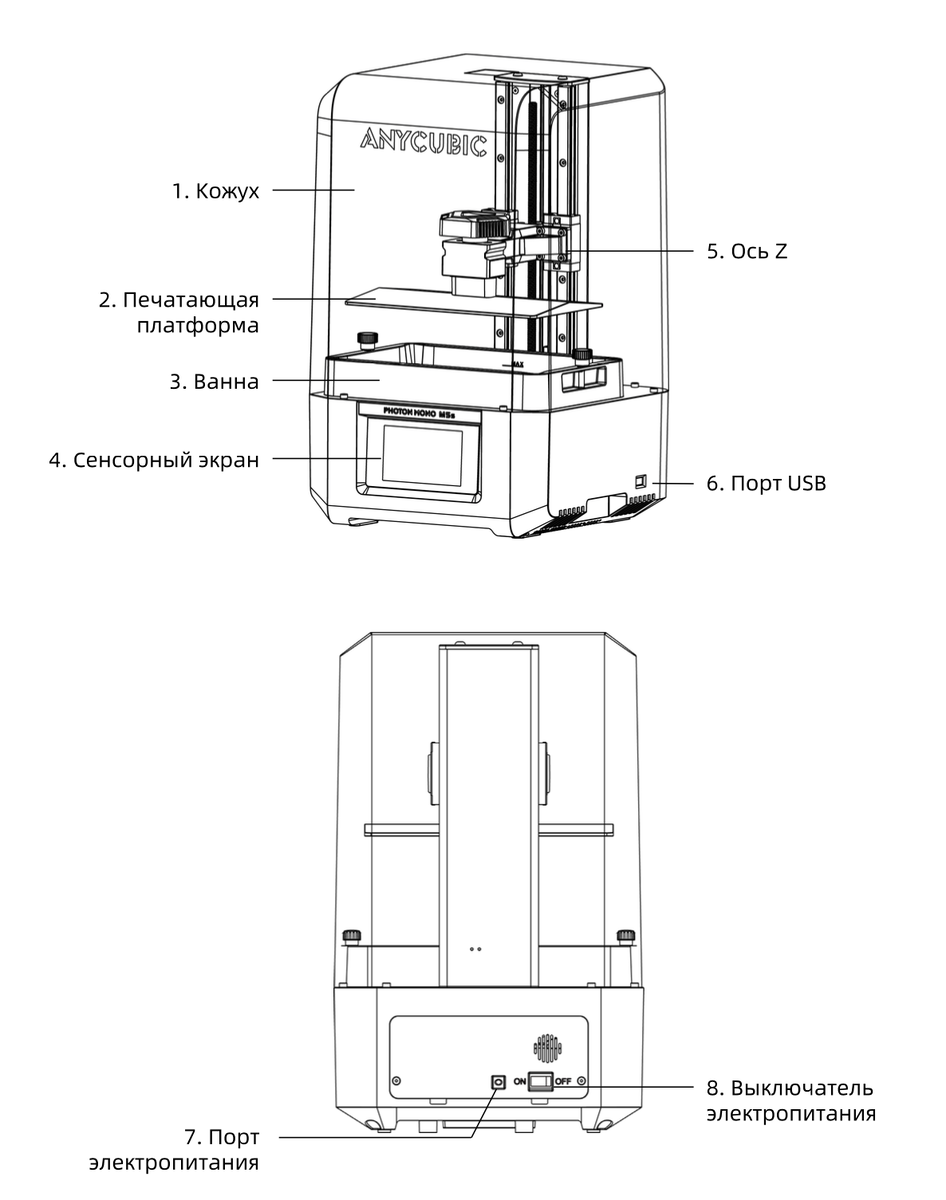
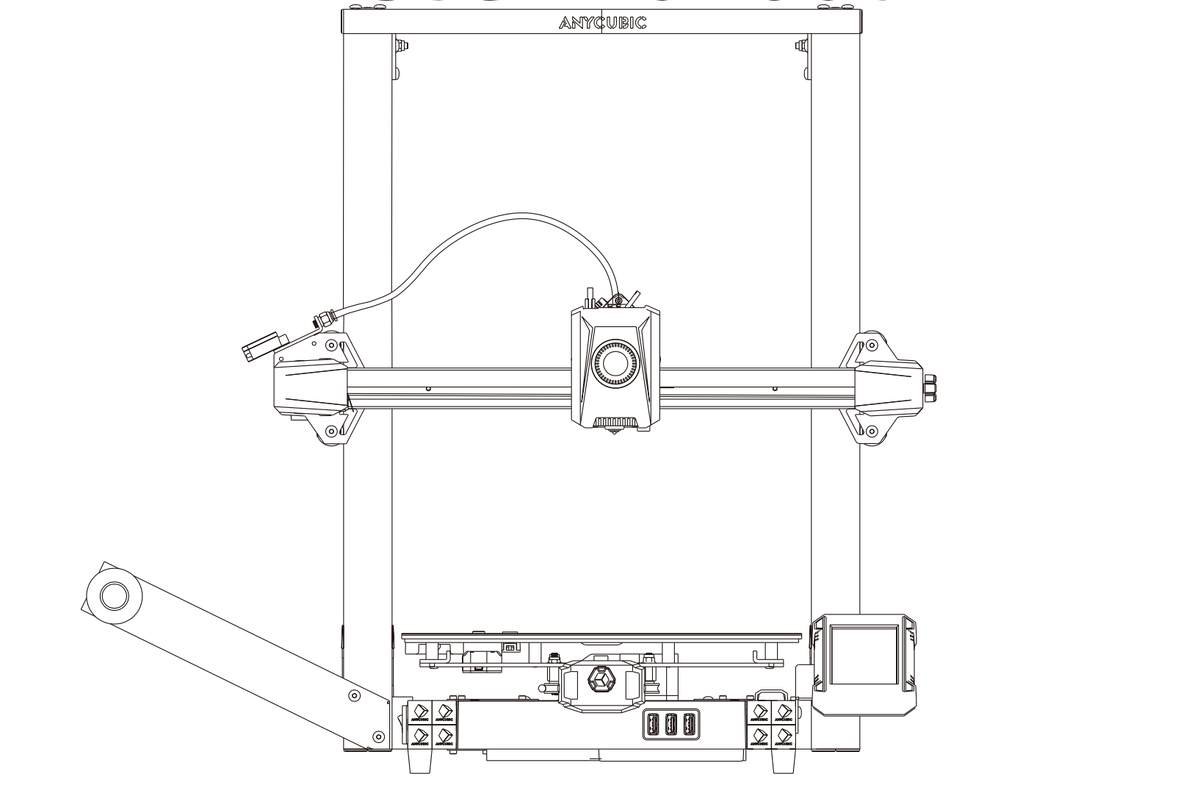
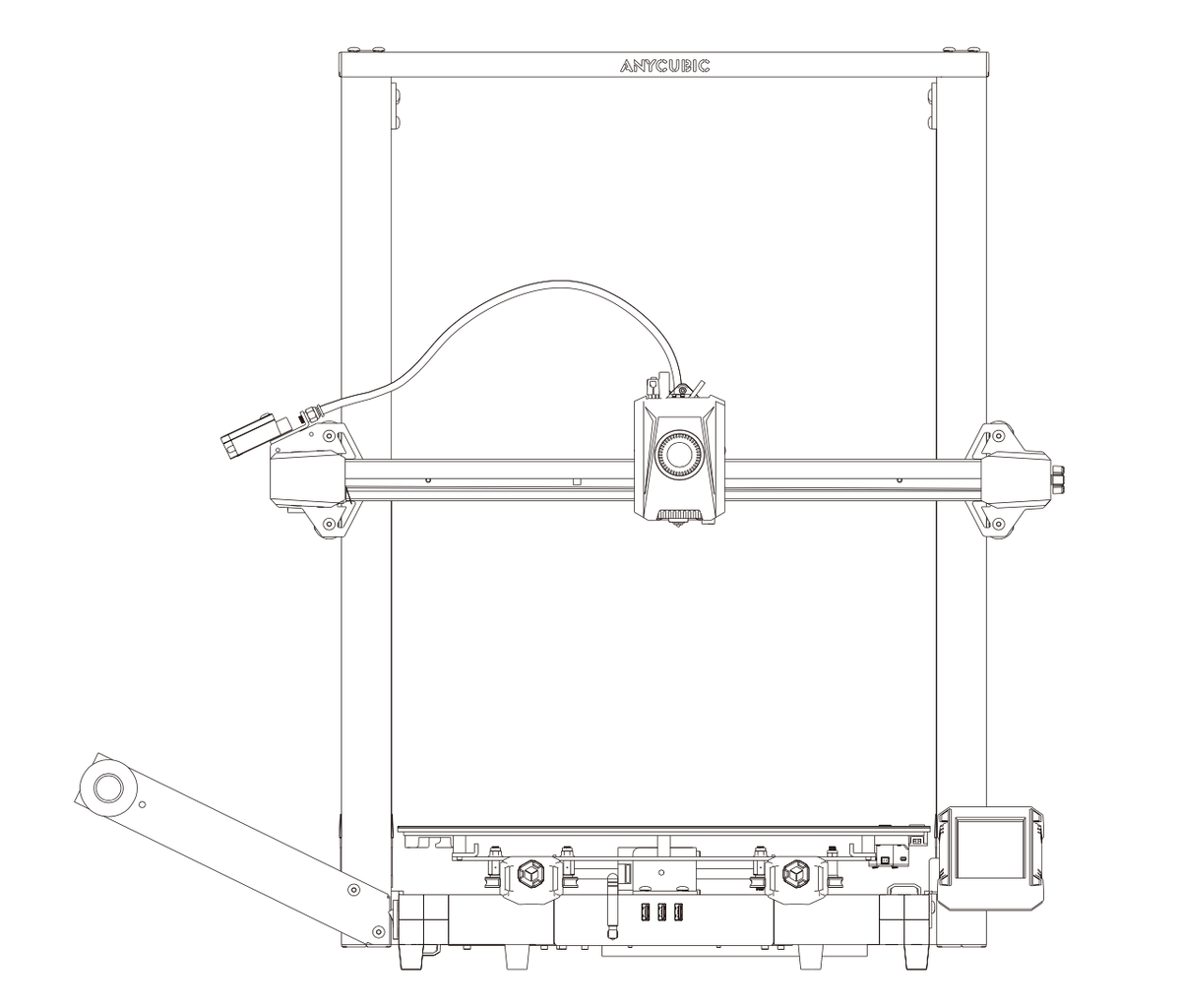
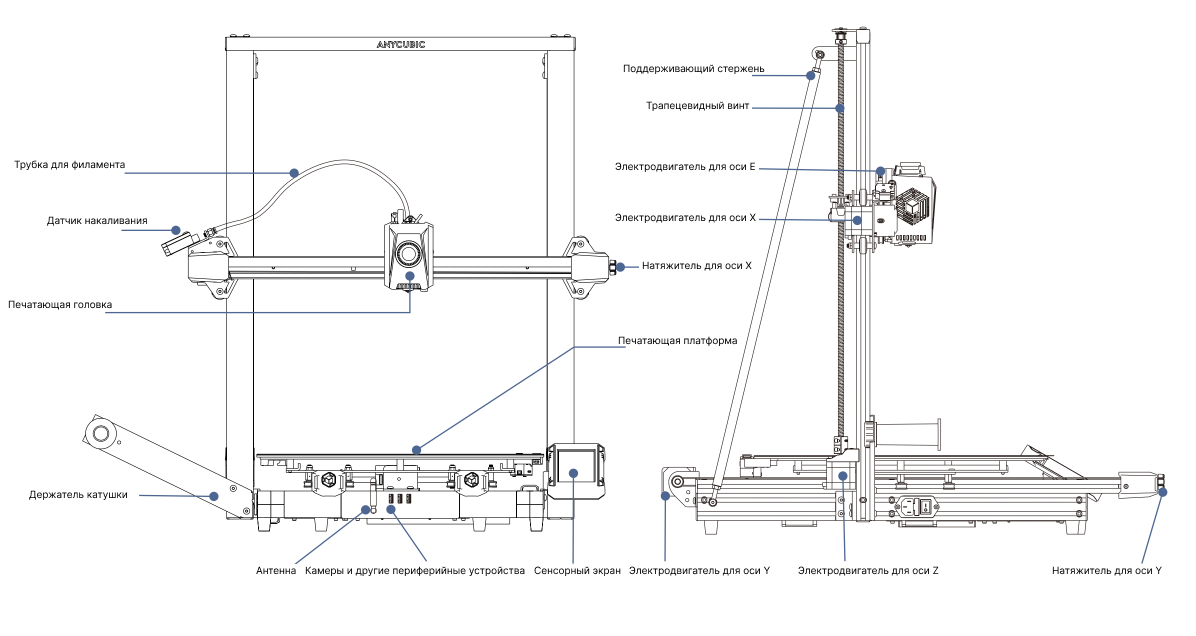
Общий вид принтера
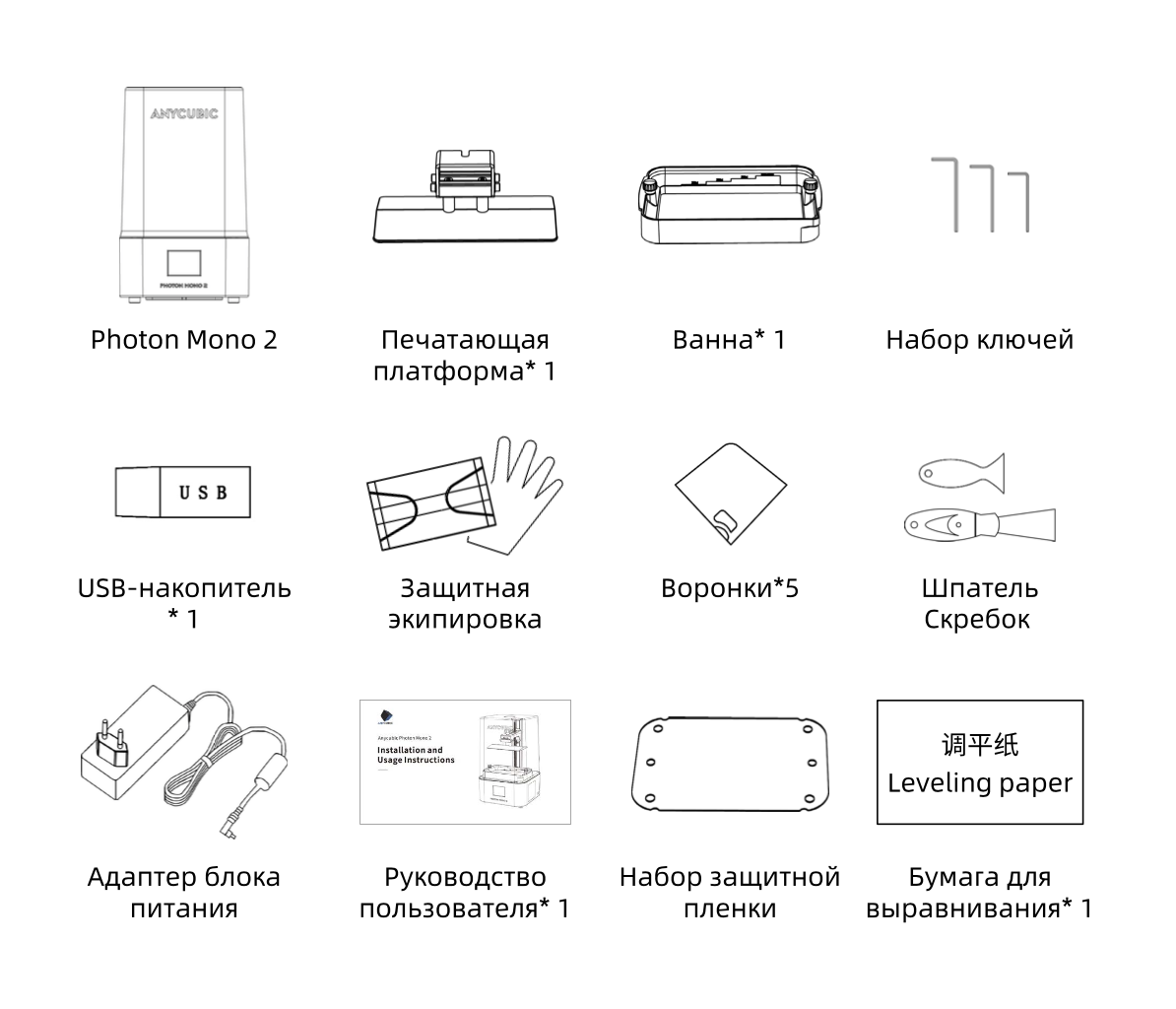
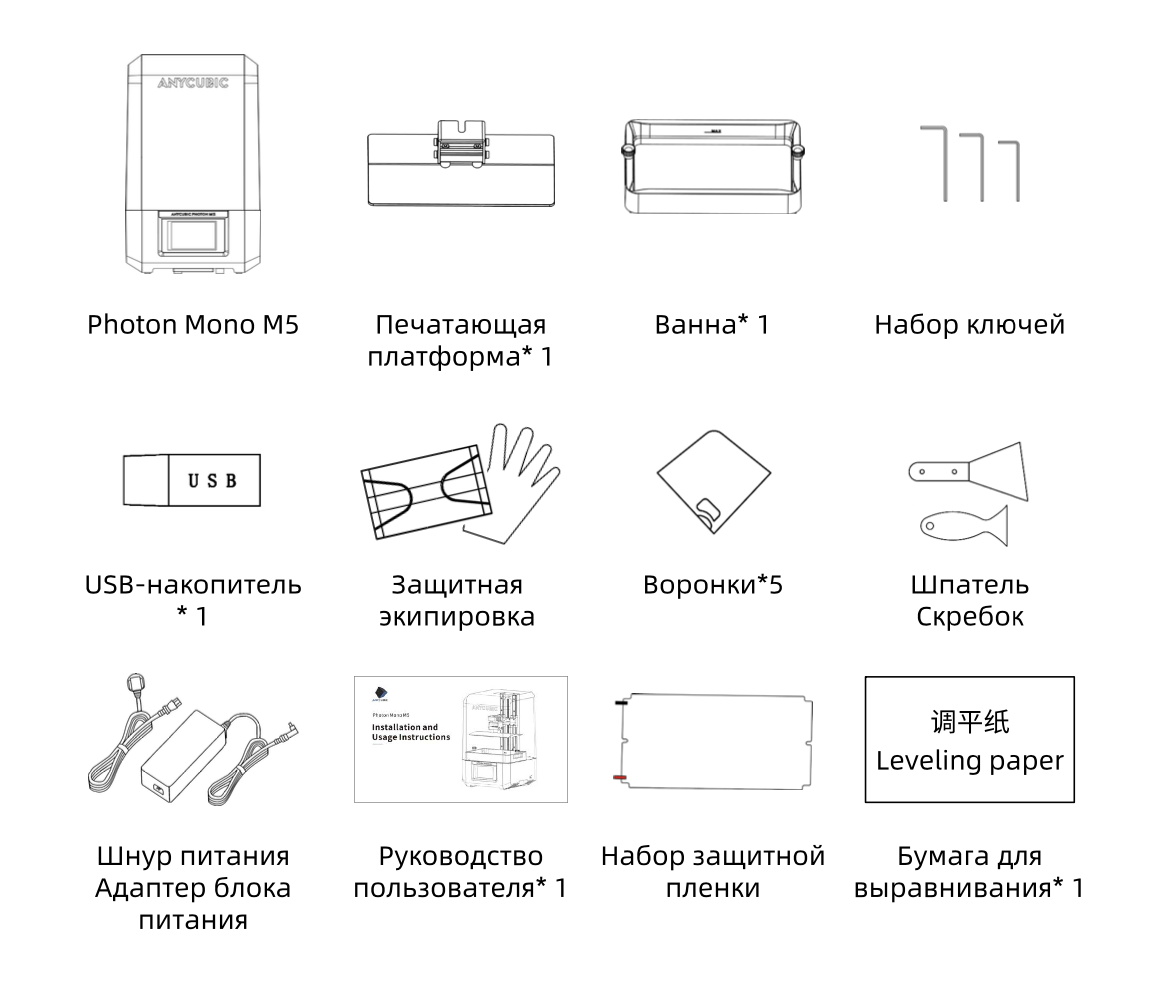
Упаковочный лист
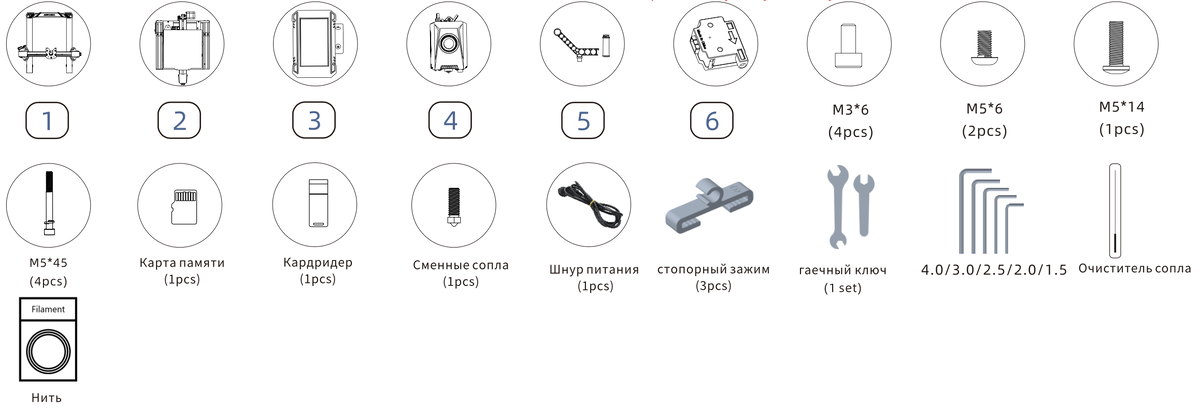
Следующие аксессуары и изображения представлены исключительно для ознакомительных целей. При работе с устройством обращайтесь к реальному полученному изделию.
Установка машины
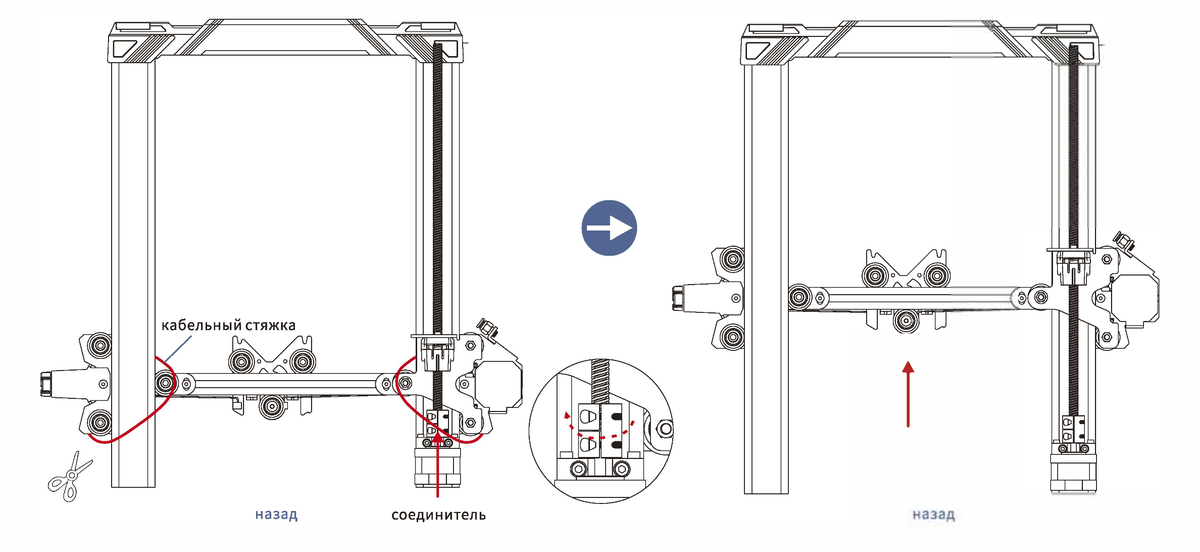
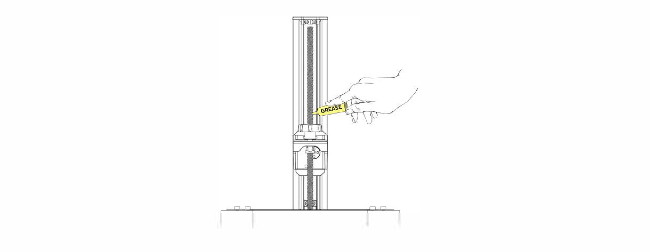
1) Установите раму
2) Установите печатающую головку
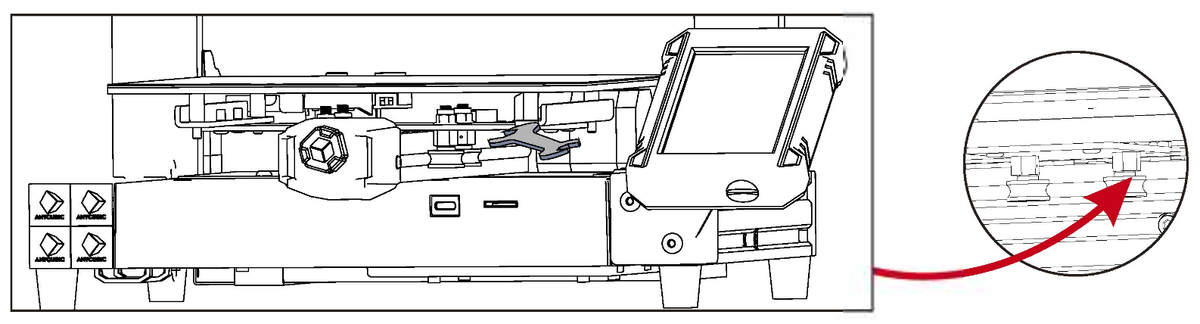
Шаг 1: Потяните ремень, чтобы поднять модуль оси Х.
3) Установите сенсорный экран
4) Установите датчик выхода фила мента
5) Установите держатель для филамента
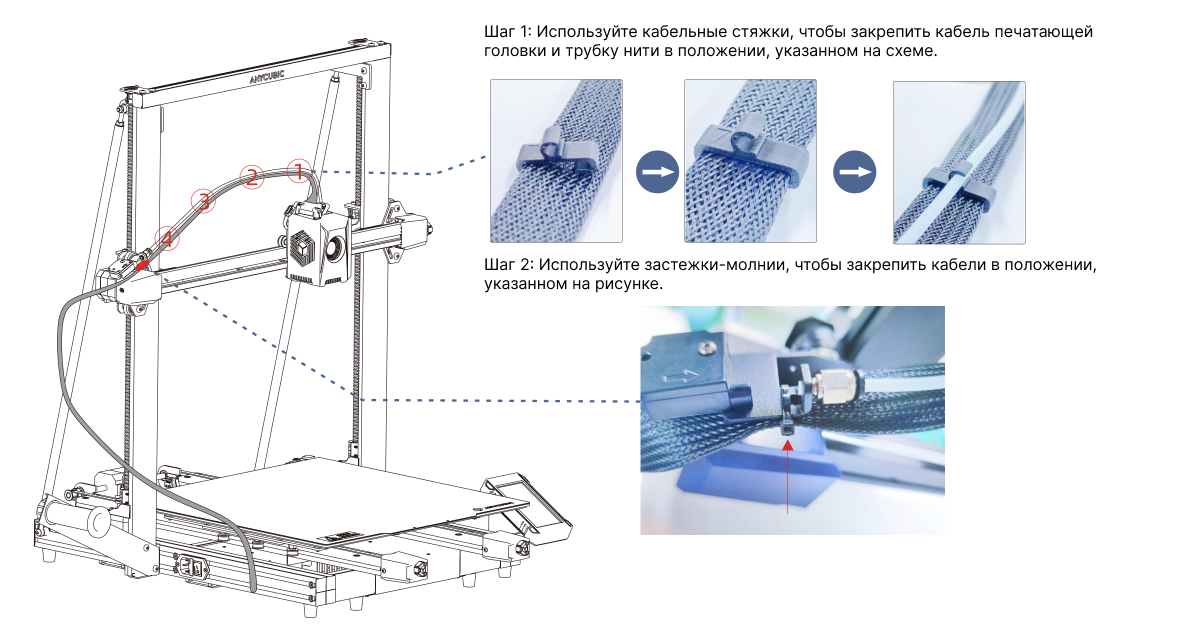
6) Подключите кабели
Проверка перед использованием
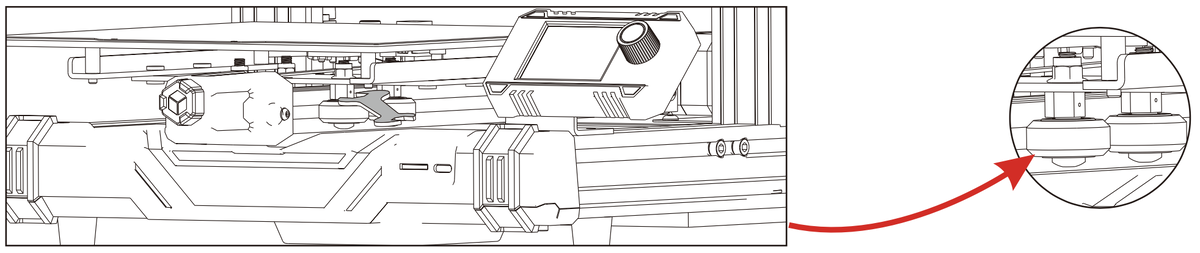
1. Регулировка натяжения шкива.
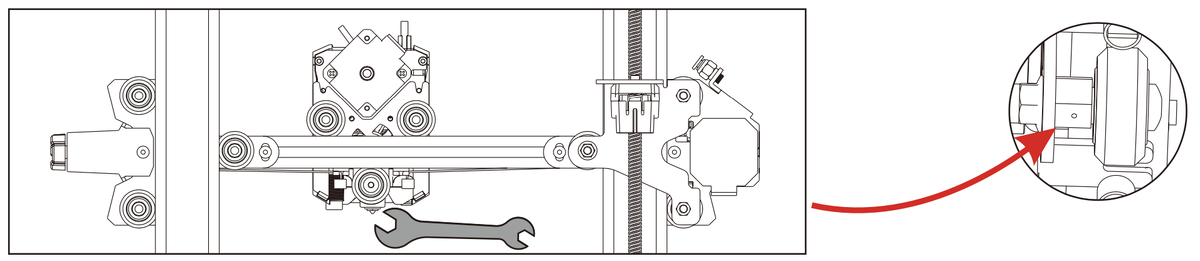
Проверьте, трясется ли печатающая головка. Если да, отрегулируйте шестигранный изоляционный столб, расположенный под печатающей головкой, пока она не начнет плавно и без тряски скользить.
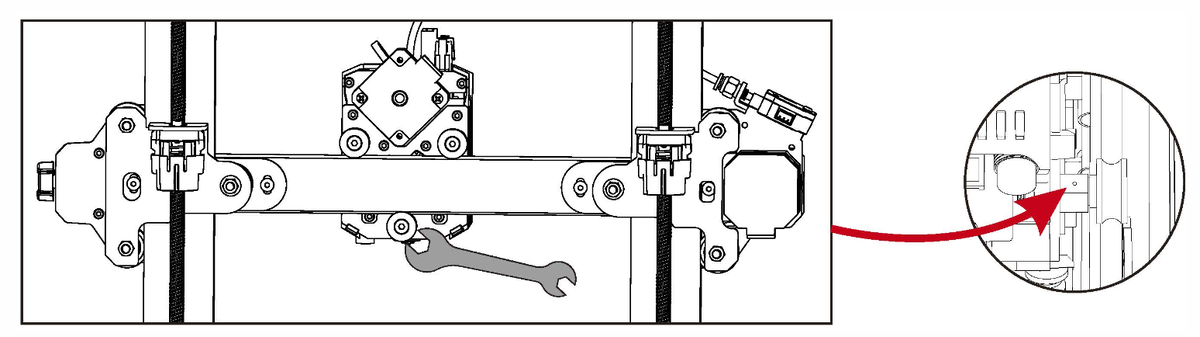
Печатающая головка.
Проверьте, трясется ли печатная платформа. Если да, отрегулируйте шестигранный изоляционный столб, расположенный под печатной платформой, пока она не начнет плавно и без тряски скользить.
Печатная платформа.
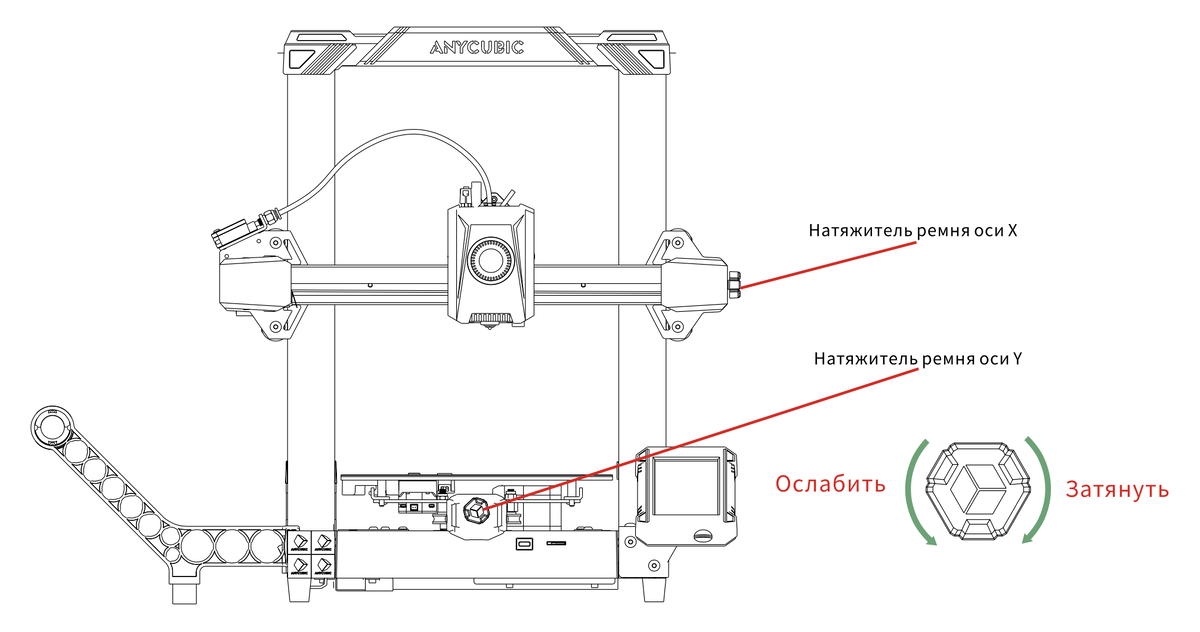
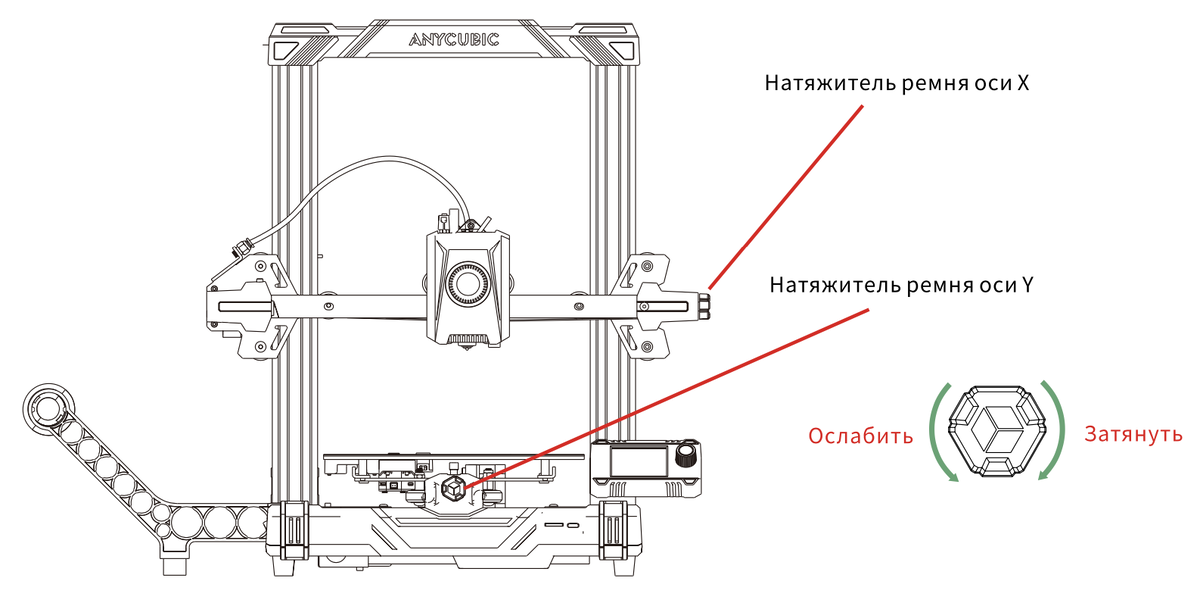
2. Регулировка натяжения ремня
Пожалуйста, вручную переместите печатающую головку и печатную платформу. Если возникают трудности или необычные шумы во время движения, отрегулируйте натяжитель, чтобы обеспечить плавное скольжение печатающей головки или платформы.
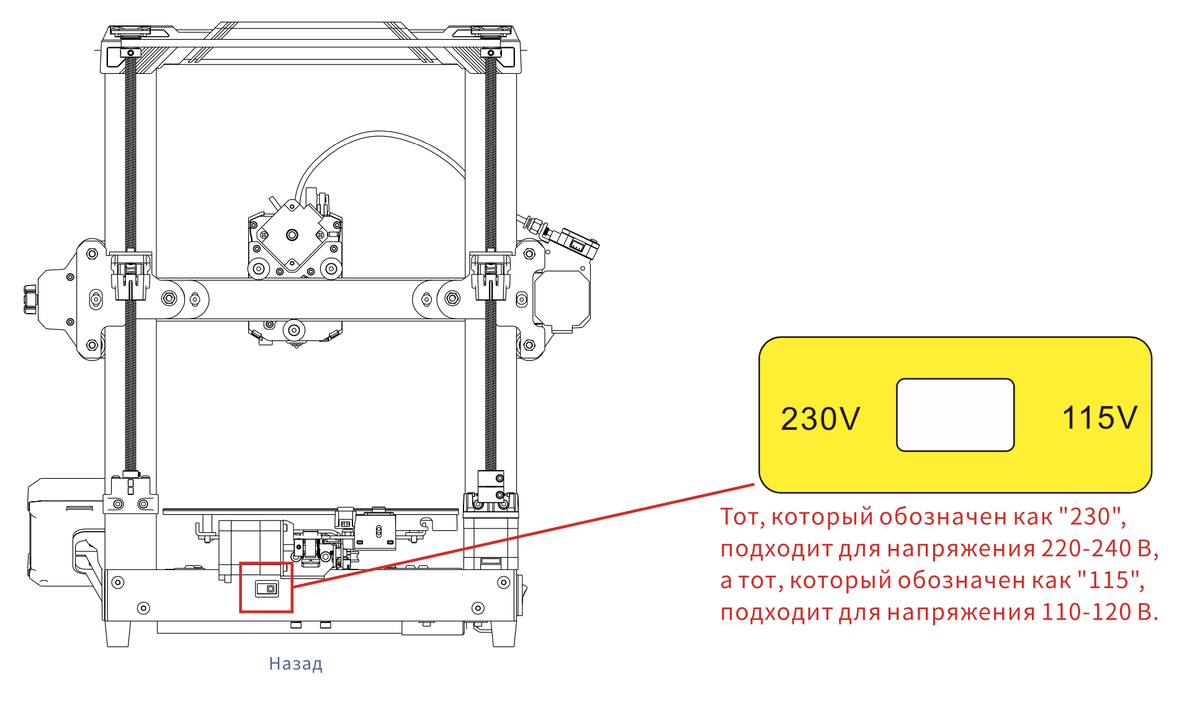
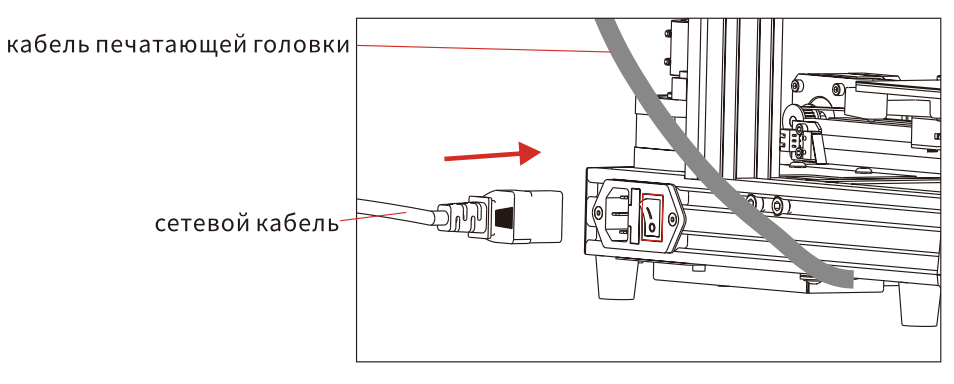
З. Регулировка напряжения
Пожалуйста, убедитесь, что режим ввода напряжения блока питания правильный, и отрегулируйте его до соответствующего уровня напряжения в соответствии с местными требованиями напряжения.
Калибровка
1) Подключите принтер к розетке с помощью кабеля питания, затем включите принтер.
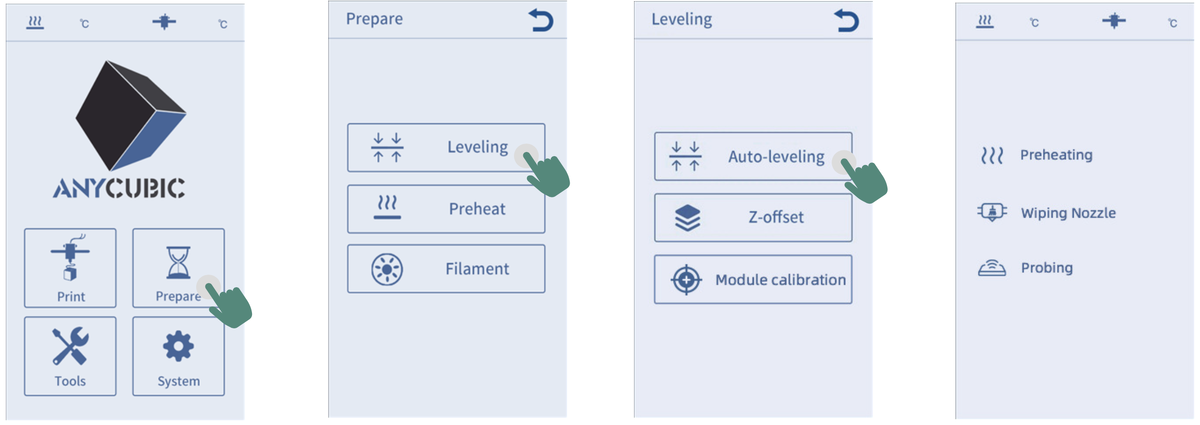
2) На экране нажмите [Ргераге] - [Leveling] - [Auto Leveling]. Дождитесь, пока машина будет откалибрована.
1) Убедитесь, что покрытие PEI установлено до активации режима выравнивания.
2) Датчик выравнивания используется исключительно для платформ с металлическими поверхностями. Если вы хотите заменить платформу для печати на свою собственную, убедитесь, что она имеет металлическую поверхность, для обеспечения оптимального функционирования функции автоматического выравнивания.
Загрузка филамента
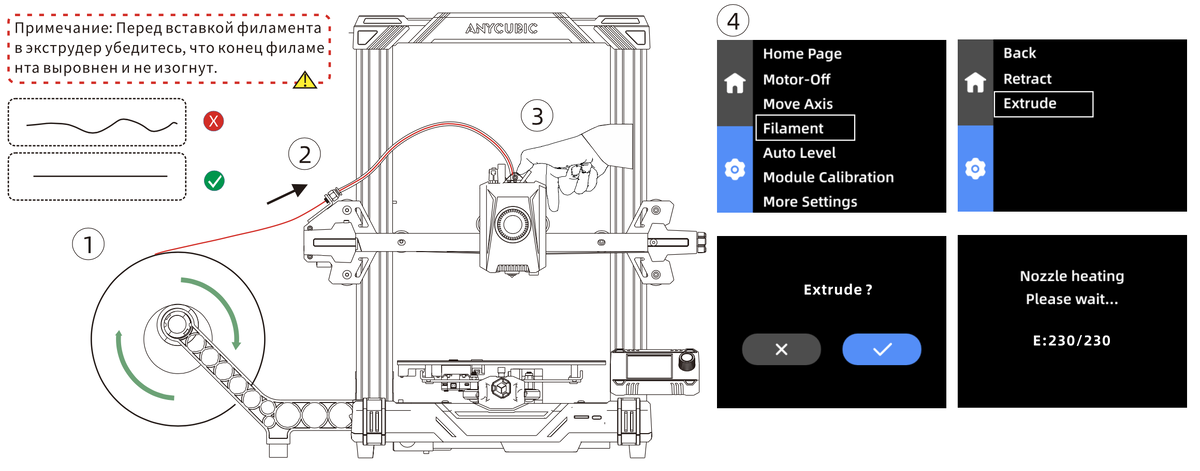
1. Поместите филамент на держатель.
2. Вставьте филамент в экструдер, пока не почувствуете сопротивление. При этом нажмите и удерживайте кнопку сверху экструдера.
3. Вернитесь в главное меню, нажмите на [Prepare], затем [Filament] и выберите [Filament ln]. Появится интерфейс нагрева, нажмите «ОК».
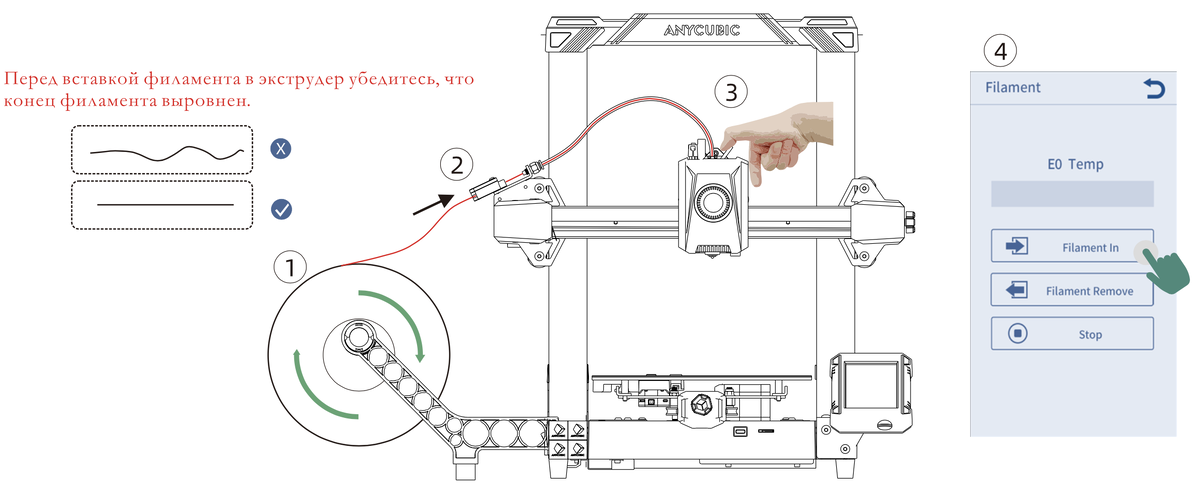
4. На сенсорном экране выберите «Ввод филамента».
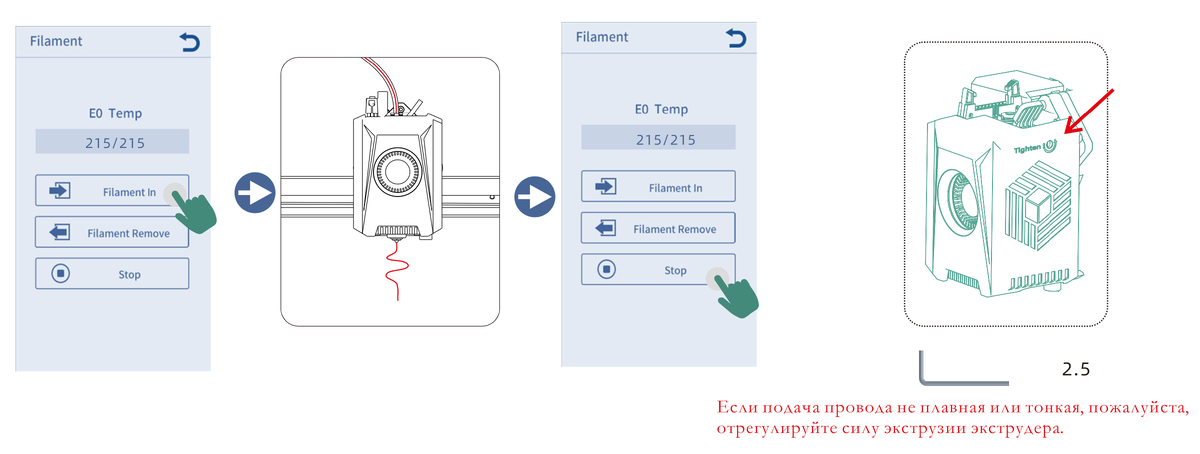
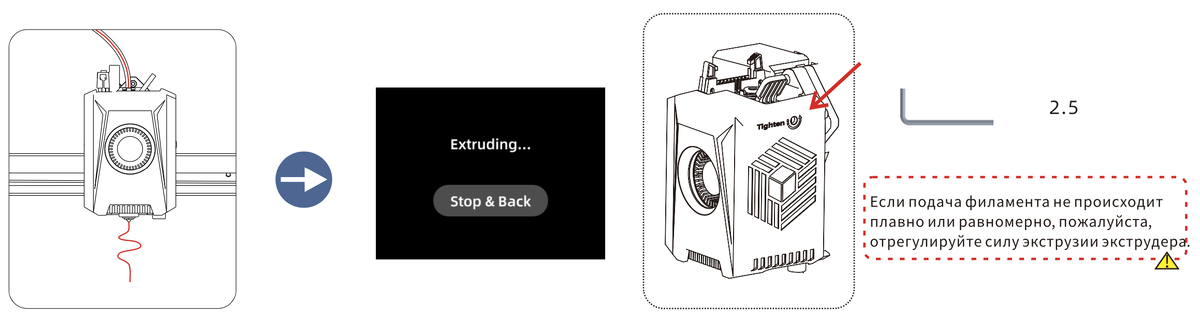
5. Подождите, пока филамент начнет выходить из сопла.
6. Выберите «Stop», чтобы завершить процесс загрузки филамента.
Начать печать - Тест первого слоя
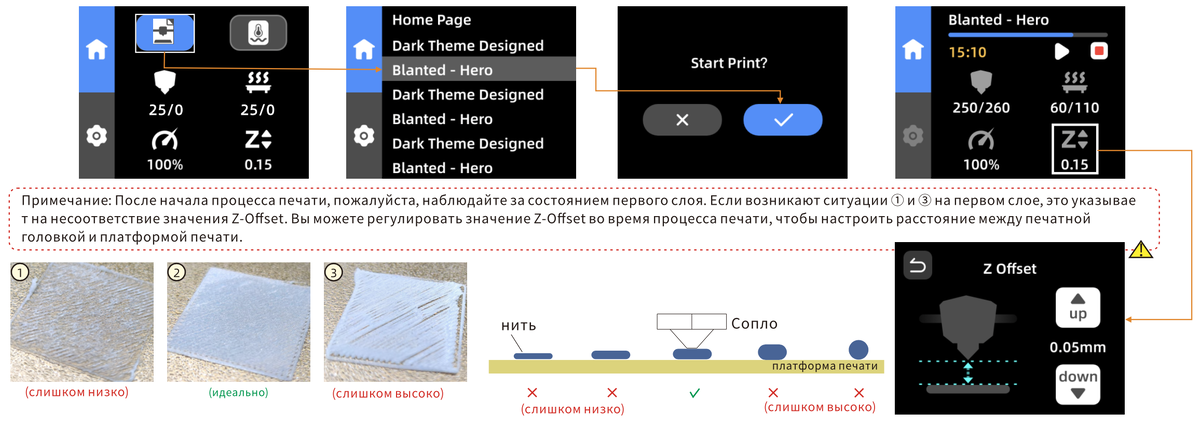
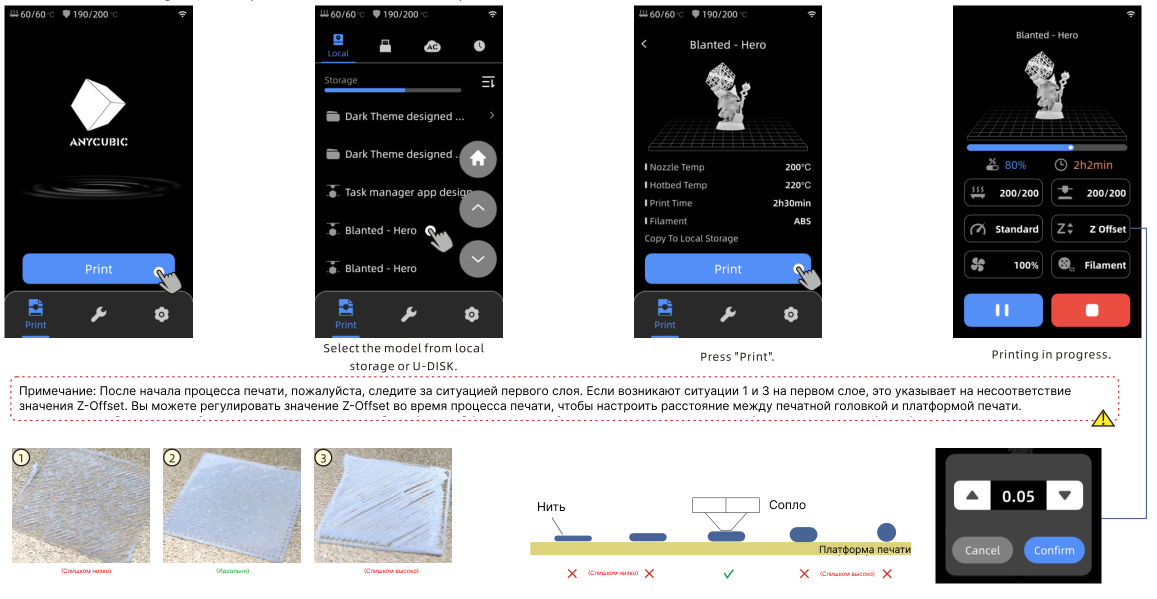
Anycubic Kobra 2 будет интеллектуально генерировать Z-смещение после завершения процесса нивелирования. Однако из-за индивидуальных отличий у стройств, рекомендуемое значение компенсации может отличаться. Пользователи могут настроить z-смещение по следующим шагам.
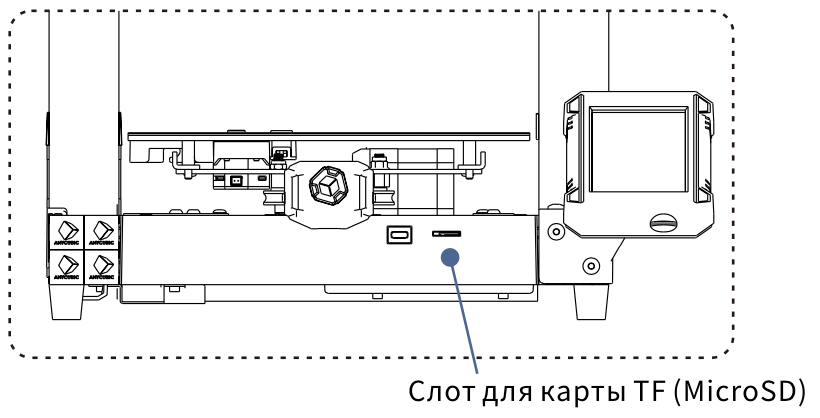
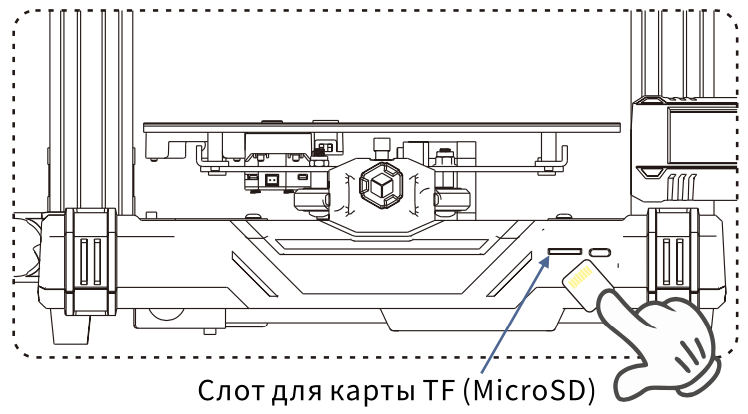
1) Вставьте карту TF в слот для карты принтера.
2) Нажмите на [Print] в главном меню и выберите [Leveling Test].

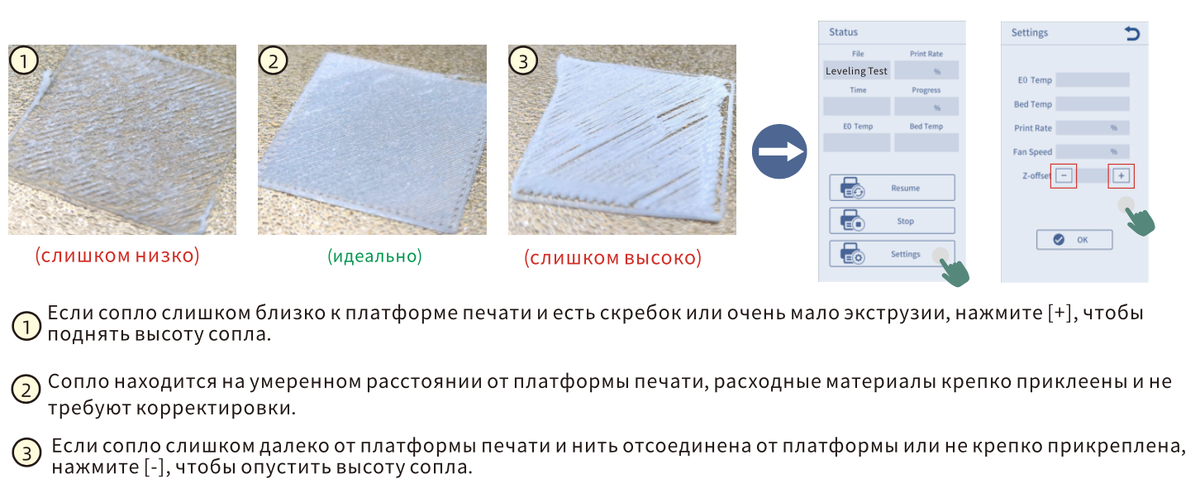
3) После того, как сопло и горячая поверхность нагрелись до установленной температуры, будет напечатана простая модель для проверки соответствия текущего Z-Offset. Пожалуйста, тонко настройте Z-Offset в соответствии с конкретным явлением, пока не увидите, что расходные материалы хорошо приклеены к платформе печати. Нажмите [ОК], чтобы завершить тест.
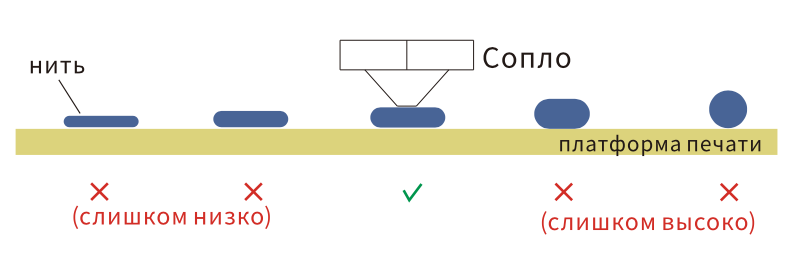
Примечание: Неправильные настройки Z-Offset могут вызвать различные проблемы. Если сопло слишком далеко от платформы печати, вы можете столкнуться с риском неправильного прилипания печати. С другой стороны, если высота слишком низкая, вы можете столкнуться с проблемами экструзии и засорения, плохим качеством печати и даже повреждением платформы печати.
Устранение неполадок
Если есть аномалия выравнивания, пожалуйста, следуйте указанным ниже шагам для проверки:
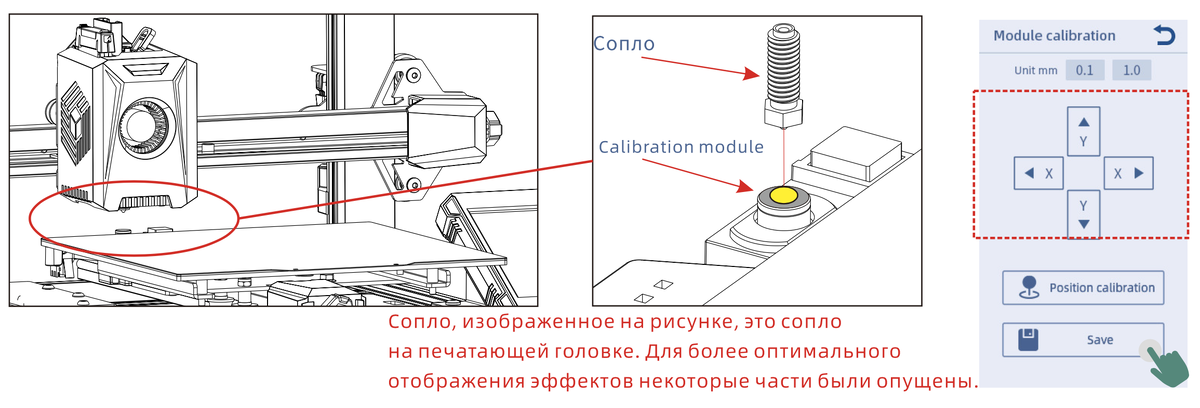
1) Выключите устройство и проверьте целостность проводки модуля выравнивания и калибровки.
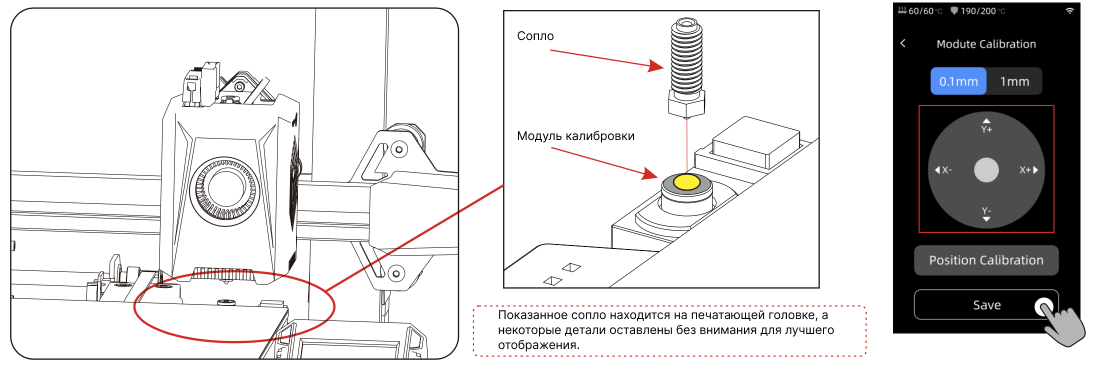
2) Перезапустите устройство, нажмите на экран, устройство автоматически активируется и будет оставаться в режиме калибровки. Затем нажмите на [Prepare]-[level]-[module calibration]-[position calibration]. Переместите сопло в центральную точку модуля калибровки по осям X и Y экрана, затем нажмите "сохранить настройки" и снова выполните выравнивание после завершения.
Внимание
1. AnycuЬic 3D-принтер генерирует высокую температуру. НЕ дотрагивайтесь до внутренней части принтера во время работы. Контакт с экструдированными материалами может вызвать ожоги.
2. Используйте перчатки, устойчивые к высоким температурам, при работе с продуктом.
З. Это оборудование не подходит для использования в местах, где могут присутствовать дети.
4. Номинальный ток предохранителя для принтера - 250В 10А. Никогда не заменяйте предохранитель на предохранитель с более высоким амперажем, иначе это может вызвать пожар.
5. Розетка должна быть легко доступна.
Если вам не удалось найти решение своей проблемы или не удалось ее решить, обратитесь за консультацией в нашу компанию CLUB3D_CLUB. Наши инженеры ответят вам по электронной почте в течение одного рабочего дня.
(support@club3.club)

Важные рекомендации:
1. Введите серийный номер соответствующей модели. Поля, помеченные красными точками, являются обязательными для заполнения.
2. При успешном заполнении и отправки формы вы получите ответ от системы послепродажного обслуживания на свою электронную почту.
3. Если вы успешно отправили форму, но не получили электронное письмо, проверьте папку со спамом.
4. Если вам не удалось отправить форму, прочтите всплывающее уведомление на странице.
Изображения продукта представлены исключительно в качестве наглядного иллюстрирования. При работе с устройством обращайтесь к реальному изделию.
Благодарим Вас за выбор продукции ANYCUBIC!
Если вы приобрели принтер ANYCUBIC или знакомы с технологией ЗD-печати, мы все же ре комендуем вам внимательно прочитать это руководство. Меры предосторожности и метод эксплуатации, приведенные в этом руководстве, могут помочь во избежании неправильно й установки и эксплуатации. Посетите https://www.club3d.club/about/contacts/, чтобы связаться с нами, если у вас есть какие-либо вопросы. Либо посетите центр поддержки ANYCUBIC, где вы также можете получить дополнительную информацию, программное обеспечение, видео или модели с веб-сайта.

Центр поддержки CLUB3D_CLUB

Центр поддержки ANYCUBIC
*Авторские права на настоящее руководство принадлежат ООО Шэньчжэньской технологической компании «Anycubic», оно не может быть перепечатано без разрешения.
Общий вид принтера
Упаковочный лист

Следующие аксессуары и изображения представлены исключительно для ознакомительных целей. При работе с устройством обращайтесь к реально полученному изделию.
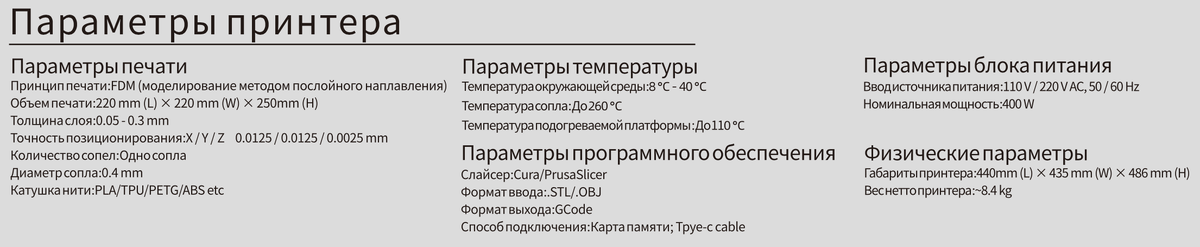
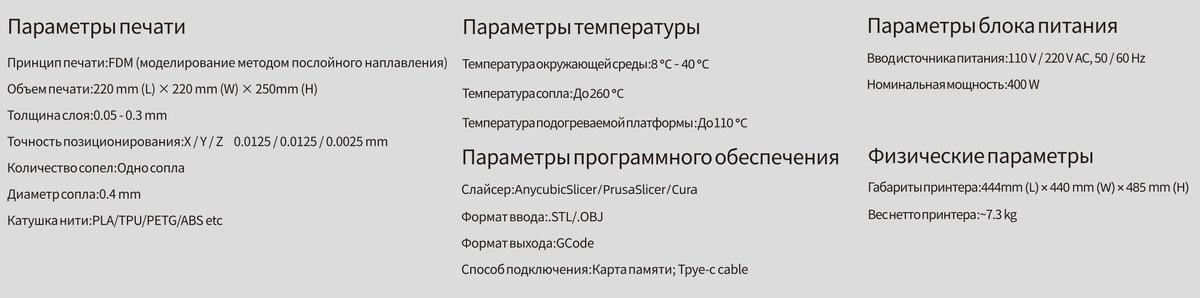
Параметры принтера
Установка машины
01. Установите раму
1. Удалите стяжки с рамы.
2. Поверните соединитель, чтобы поднять ось Х.
*к ТF-карте устройства прилагается видеоинструкция.
02. Установите печатающую головку
03. Установите сенсорный экран
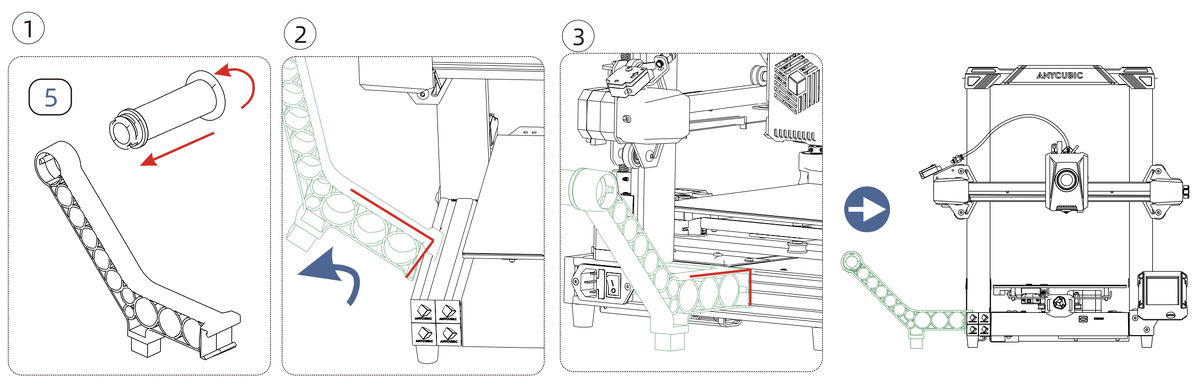
04. Установите держатель для филамента
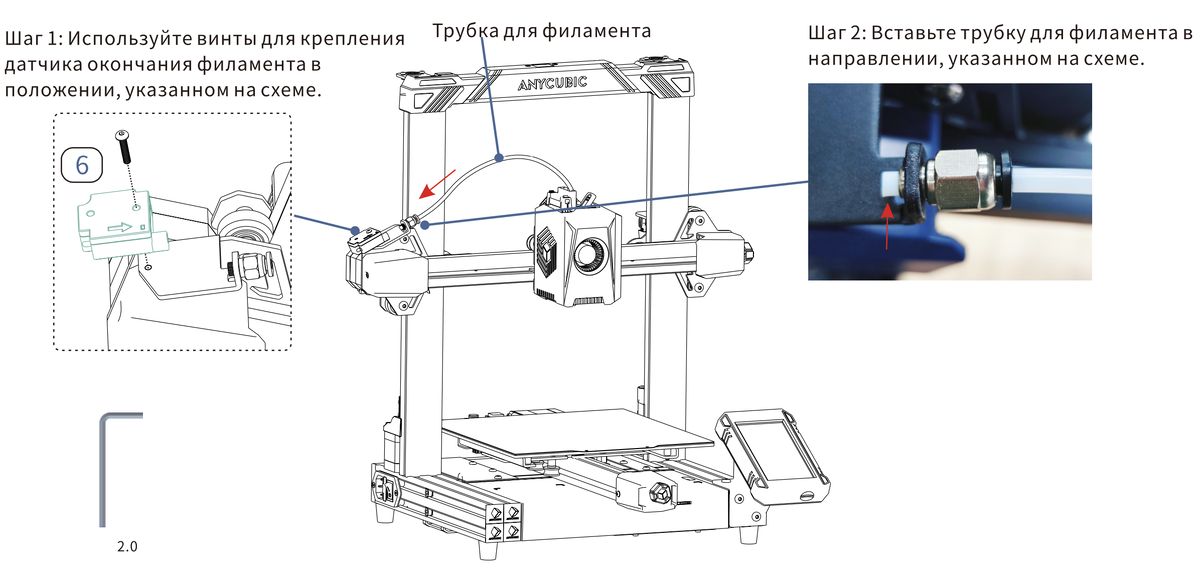
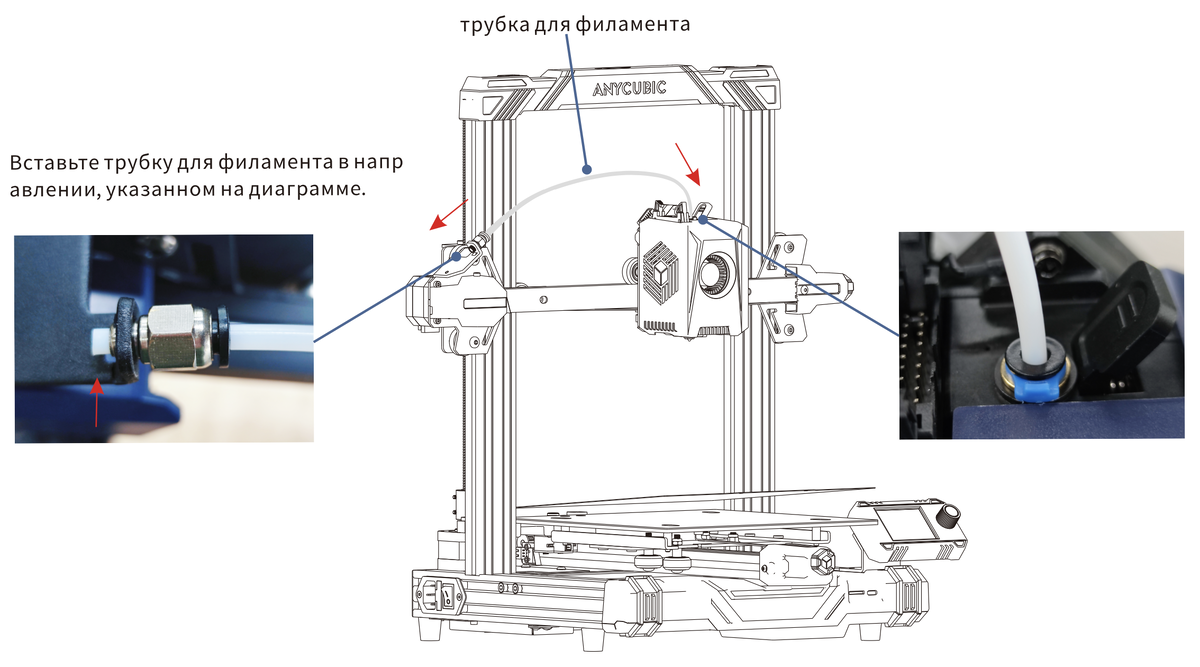
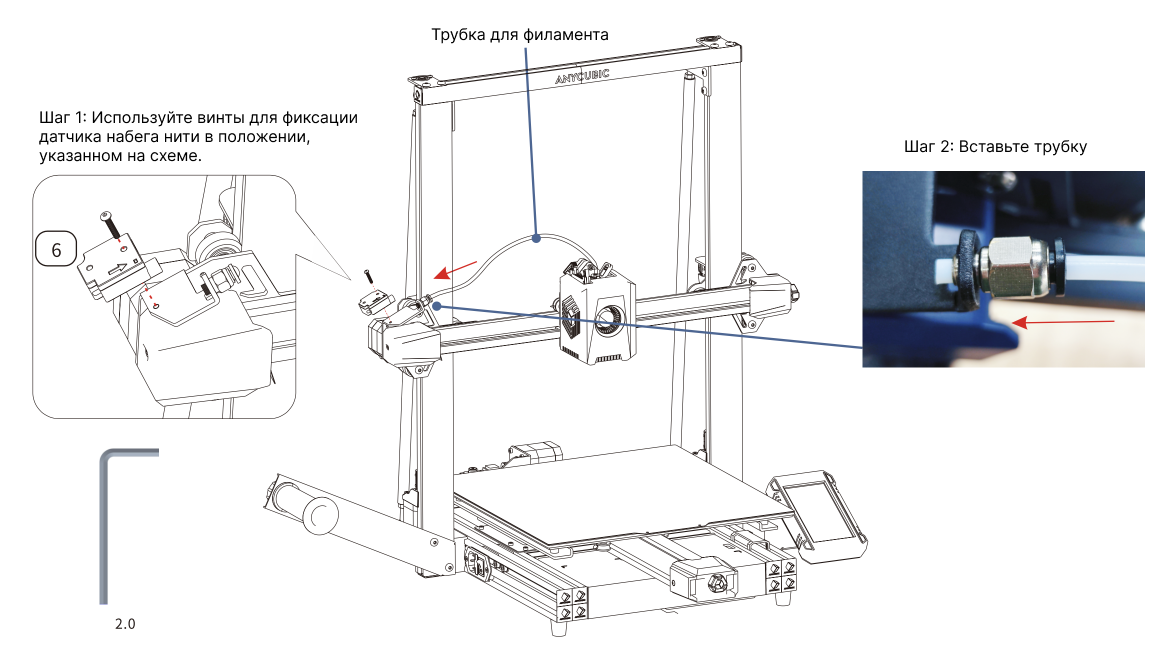
05. Вставьте трубку для филамента
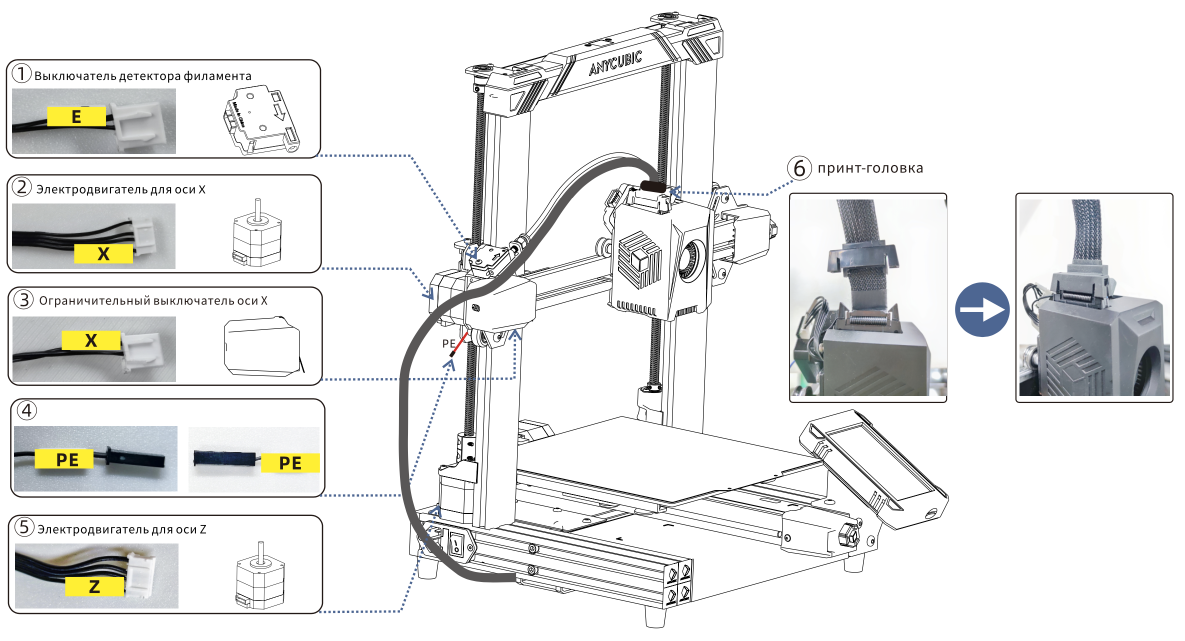
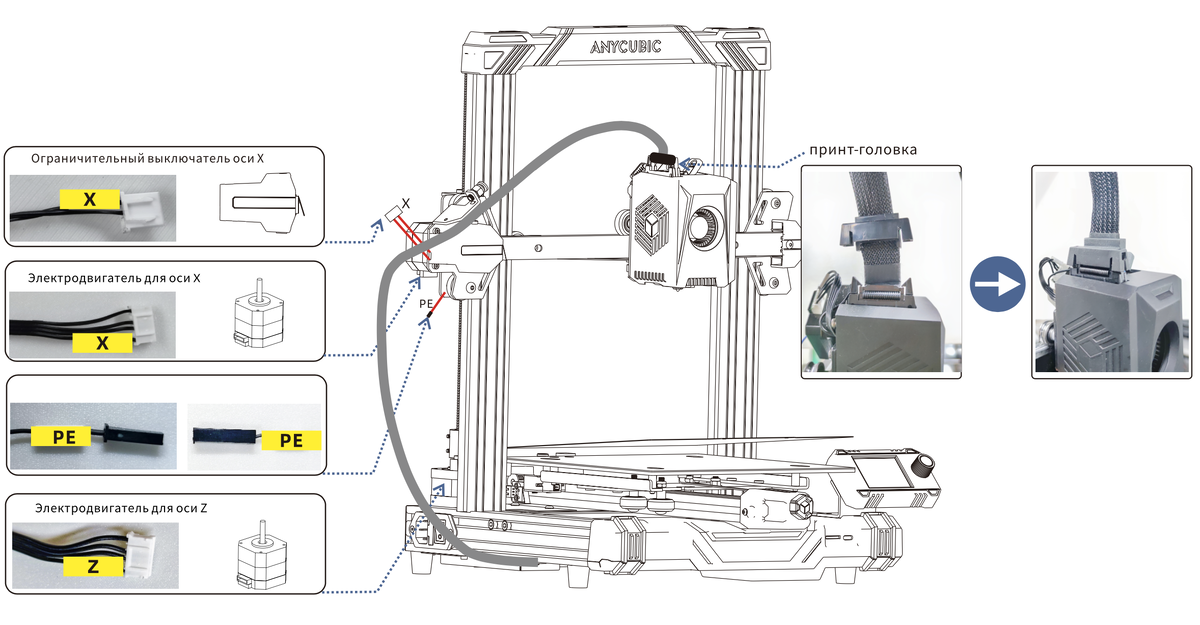
06. Подключите кабели
Проверка перед использованием
1. Регулировка натяжения шкива.
Проверьте, трясется ли печатающая головка. Если да, отрегулируйте шестигранный изоляционный столб, расположен ный под печатающей головкой, пока она не начнет плавно и без тряски скользить.
Печатающая головка.
Проверьте, трясется ли печатная платформа. Если да, отрегулируйте шестигранный изоляционный столб, расположенный под печатной платформой, пока она не начнет плавно и без тряски скользить.
Аналогично, можно также регулировать шкивы с обеих сторон балки портальной конструкции!
2. Регулировка натяжения ремня
Пожалуйста, вручную переместите печатающую головку и печатную платформу. Если возникают трудности или необычные шумы во время движения, отрегулируйте натяжитель, чтобы обеспечить плавное скольжение печатающей головки или платформы.
3. Включить
Подключите принтер к электрической розетке с помощью сетевого кабеля, затем включите принтер.
Обзор интерфейса экрана
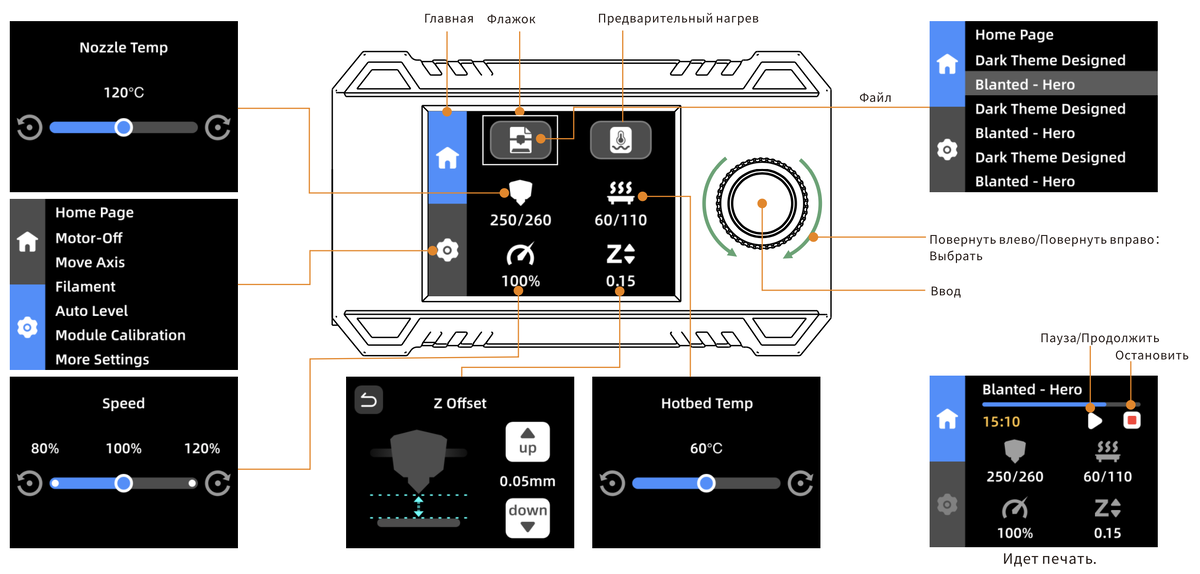
Примечание: Текущий интерфейс предоставлен только в качестве справочной информации. В связи с постоянным обновлением функций рекомендуется обращаться к последнему пользовательскому интерфейсу встроенного программного обеспечения, опубликованному на официальном веб-сайте.
Калибровка
На странице настроек выберите [Auto Level] и дождитесь завершения процесса выравнивания устройства.

Примечание:
1) Пожалуйста, перед выравниванием проверьте, установлена ли печатная поверхность из ПЭИ (PEI).
2) Датчик выравнивания предназначен только для платформ с металлической поверхностью. Если вы заменяете печатную платформу самостоятельно, выберите платформу с металлической поверхностью, чтобы обеспечить нормальное функционирование автоматической функции выравнивания.
З) Эта пленка ПЭИ может использоваться для печати с обеих сторон, но вы должны следовать следующим правилам: если вы выравниваете платформу с использованием стороны А, то и печатать следуете на стороне А. Если вы переключаетесь на сторону Б, вам придется повторно выровнять платформу.
Загрузка филамента
1. Положите филамент на держатель катушки.
2. Вставьте филамент в экструдер до появления сопротивления. При этом нажмите и удерживайте кнопку на верхней части экструдера.
3. На странице настроек выберите [Filament]-[Extrude] и дождитесь нагрева сопла до установленной температуры. Филамент будет автоматически экструдироваться.
4. Дождитесь экструзии филамента из сопла.
5. Выберите [Stop], чтобы завершить процесс загрузки филамента.
6. Очистите расплавленный филамент с сопла.
Инструкции по ретракции:
На странице настроек выберите [Filament] - [Retract]. Дождитесь нагрева сопла до установленной температуры, и филамент автоматически откатится. Нажмите кнопку на верхней части экструдера и вытащите филамент.

Во время процесса печати замена филамента может быть выполнена только вручную, а откат или экструзия филамента не могут быть выполнены.
Начать печать
1. Вставьте ТF-карту в слот для карты принтера.
2. Выберите соответствующую модель и начните печать .
Описание функции возобновления модели:
Функция возобновления после потери питания (Power Loss Resume): В случае внезапного отключения питания или случайного выключения устройства эта функция не требует ручной настройки. Просто подключите питание и включите устройство. Затем вы можете возобновить печать с того момента, на котором она была прервана.
Функция обнаружения окончания филамента (Filament Runout Detection): предназначена для предотвращения сбоев печати, когда филамент заканчивается в процессе печати. Она предупреждает пользователя о необходимости замены филамента перед продолжением печати, что позволяет избежать потери печатных изделий из-за нехватки филамента.
Руководство по устранению неполадок:
Если возникли проблемы с выравниванием, следуйте указанным ниже шагам для проверки:
1. После выключения питания проверьте подключение проводов модуля калибровки уровня, чтобы убедиться, что они подключены правильно. Затем перезапустите устройство.
2. В настройках выберите [Module Calibration], затем выберите [Position Calibration]. Используйте опции [Х Move] и [У Move] на экране, чтобы переместить сопло в центральную точку модуля калибровки. После завершения нажмите [Сохранить]. Затем выполните операцию выравнивания еще раз.
Руководство по устранению неполадок:
Не двигается или издает аномальные звуки мотор X/Y/Z осей:
1. Проверьте, не ослаблены ли провода мотора, и перепроверьте подключения.
2. Соответствующий конечный выключатель может неправильно срабатывать. Проверьте, нет ли помехи для движения оси и убедитесь, что провода конечного выключателя надежно закреплены.
Аномальная экструзия экструдера:
1. Проверьте, не ослаблен ли провод мотора экструдера.
2. Убедитесь, что шестеренка экструдера надежно закреплена на валу мотора.
3. Может быть недостаточное охлаждение печатной головки. Убедитесь, что вентилятор охлаждения печатной головки функционирует должным образом.
4. Может быть засор в сопле. Попробуйте на короткое время нагреть сопло до 230°С и вручную протолкнуть фила мент с нажимом, чтобы удалить засор. В качестве альтернативы можно использовать тонкую иглу для очистки сопла при его предварительном нагреве.
Модель не прилипает к платформе или деформируется:
1. Ключевым фактором прилипания модели к платформе является то, пристает ли филамент к платформе на первом слое. Если расстояние между соплом и платформой превышает 0,2 мм на первом слое, прилипание к платформе значительно ухудшается, требуется повторное выравнивание.
2. При нарезке модели установите "Ободок" как тип прилипания печатной платформы, что поможет улучшить прилипание и предотвратить деформации.
Смещение модели:
1. Скорость движения или печати может быть слишком высокой. Попробуйте уменьшить скорость.
2. Ремни Х/У осей могут быть слишком ослаблены или зубчатые ремни могут быть ненадежно закреплены.
Излишнее образование нитей:
1. Недостаточное расстояние для ретракции. Увеличте расстояние ретракции в программном обеспечении нарезки модели.
2. Медленная скорость ретракции. Увеличьте скорость ретракции в программном обеспечении нарезки модели.
3. Включите подъем Z во время ретракции в программном обеспечении нарезки модели с высотой подъема примерно 0,25 мм.
4. Температура печати может быть слишком высокой, вызывая излишнюю вязкость филамента. Немного снизьте температуру печати.
Внимание
1. Anycubic 3D-принтер генерирует высокую температуру. НЕ дотрагивайтесь до внутренней части принтера во время работы. Контакт с экструдированными материалами может вызвать ожоги.
2.Используйте перчатки устойчивые к высоким температурам при работе с продуктом.
З. Это оборудование не подходит для использования в местах, где могут присутствовать дети.
4. Номинальный ток предохранителя для принтера - 250В 10А. Никогда не заменяйте предохранитель на предохранитель с более высоким амперажем, иначе это может вызвать пожар.
5. Розетка должна быть легко доступна.
Если вам не удалось найти решение своей проблемы или не удалось ее решить, обратитесь за консультацией в нашу компанию CLUB3D_CLUB. Наши инженеры ответят вам по электронной почте в течение одного рабочего дня.
(support@club3.club)

Важные рекомендации:
1. Введите серийный номер соответствующей модели. Поля, помеченные красными звездочками, являются обязательными для заполнения.
2. При успешном заполнении и отправки формы вы получите ответ от системы послепродажного обслуживания на свою электронную почту.
3. Если вы успешно отправили форму, но не получили электронное письмо, проверьте папку со спамом.
4. Если вам не удалось отправить форму, прочтите всплывающее уведомление на странице.
Благодарим вас за выбор продукции Anycubic! Если вы приобрели принтер Anycubic или знакомы с технологией 3Dпечати, мы все же рекомендуем вам внимательно прочитать это руководство. Меры предосторожности и метод эксплуатации, приведенные в этом руководстве, могут помочь во избежании неправильной установки и эксплуатации. Если у вас возникнут какие-либо вопросы или проблемы, не описанные в данном руководстве в процессе использования принтера, обратитесь к нам https://www.club3d.club/about/contacts/ и мы сделаем все возможное, чтобы помочь вам в решении вопросов. Либо посетите центр поддержки ANYCUBIC, где вы также можете получить дополнительную информацию, программное обеспечение, видео или модели с веб-сайта.

Центр поддержки CLUB3D_CLUB

Центр поддержки Anycubic
*Авторские права на настоящее руководство принадлежат ООО Шэньчжэньской технологической компании «Anycublc», оно не может быть перепечатано без разрешения.
Меры предосторожности
Всеrда помните о следующих мерах предосторожности при сборке и эксплуатации, несоблюдение этих мер предосторожности может привести к повреждению оборудования или даже к личной травме.
- Если какие-либо комплектующие детали не были поставлены вместе с принтером, обратитесь к персоналу по послепродажному обслуживанию с просьбой дополнительной отправки!
- При снятии модели с печатающей платформы будьте осторожны, чтобы острый предмет или инструмент не порезал пальцы.
- В экстренных случаях отключите питание 3D-принтера Anycubic напрямую.
- В 3D-принтере Anycubic работают быстро движущиеся детали, поэтому будьте осторожны, чтобы не защемить руки.
- Разместите 3D принтер Anycubic и его комплектующие в недоступном для детей месте.
- Используйте 3D принтер Anycubic в просторном и хорошо проветриваемом помещении.
- Если 3D-принтера Anycubic не будет использоваться в течение длительного времени, предпринимайте защитные меры от дождя и влаги для него .
- Рекомендуемая температура окружающей среды составляет от 8ºС до 40°C, а влажность составляет от 20% до 50%. Работа принтера при температуре и влажности за этими пределами может привести к ухудшению качества печати. Кроме того, на принтер не должны попадать прямые лучи солнца. Не самостоятельно разбирайте и собирайте 3D принтер Anycubic.
- Если у вас возникнут какие-либо вопросы, обратитесь в нашу компанию CLUB3D_CLUB для консультации.
Общий вид принтера
Упаковочный лист
Параметры принтера
Параметры печати
Система: Photon Mono 2
Операция: 2,8-дюймовый резистивный экран
Слайсер: AnycuЬic Photon Workshop
Способ подключения: usв-накопитель
Спецификации
ЖК-экран: 6,6-дюймовый 4К
Технология для источника света: Матричный светодиодный свет
Разрешение ХУ: 4096*2560
Точность по оси Z: 0,01 мм
Толщина слоя: 0,01 ~ 0,15 мм
Физические параметры
Габариты принтера: 229,8 мм(Д) * 235 мм(Ш) * 390,6 мм(В)
Объем печати: 143,36 мм(Д) * 89,1 мм(Ш) * 165 мм(В)
Масса принтера: 4 кг.
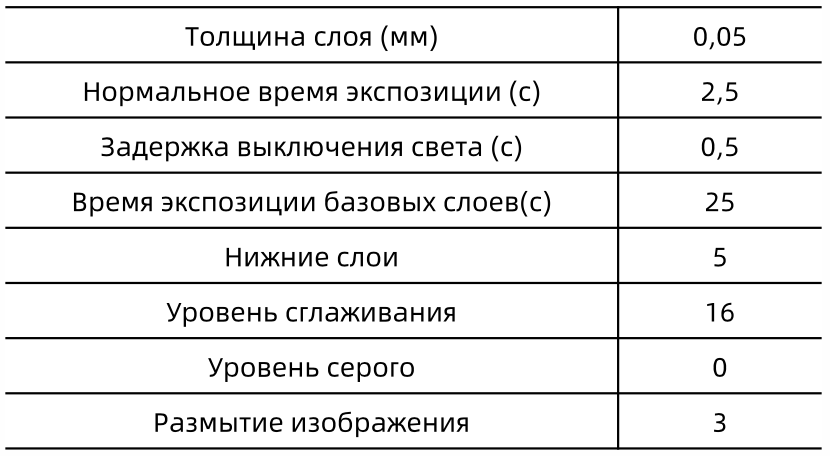
Рекомендуемые параметры печати
Толщина слоя: 0,05 мм
Нормальное время экспозиции: 2,5 с
Задержка выключения света: 1 с
Время экспозиции базовых слоев: 25 с
Количество базовых слоев: 5
Высота подъема по оси z: 6 мм
Скорость подъема по оси z: 4 мм/с
Скорость ретракта по оси z: 6 мм/с
Уровень сглаживания: 16
Источник вышеприведенных данных - лаборатория компании Anycubic, эти данные являются рекомендуемыми.
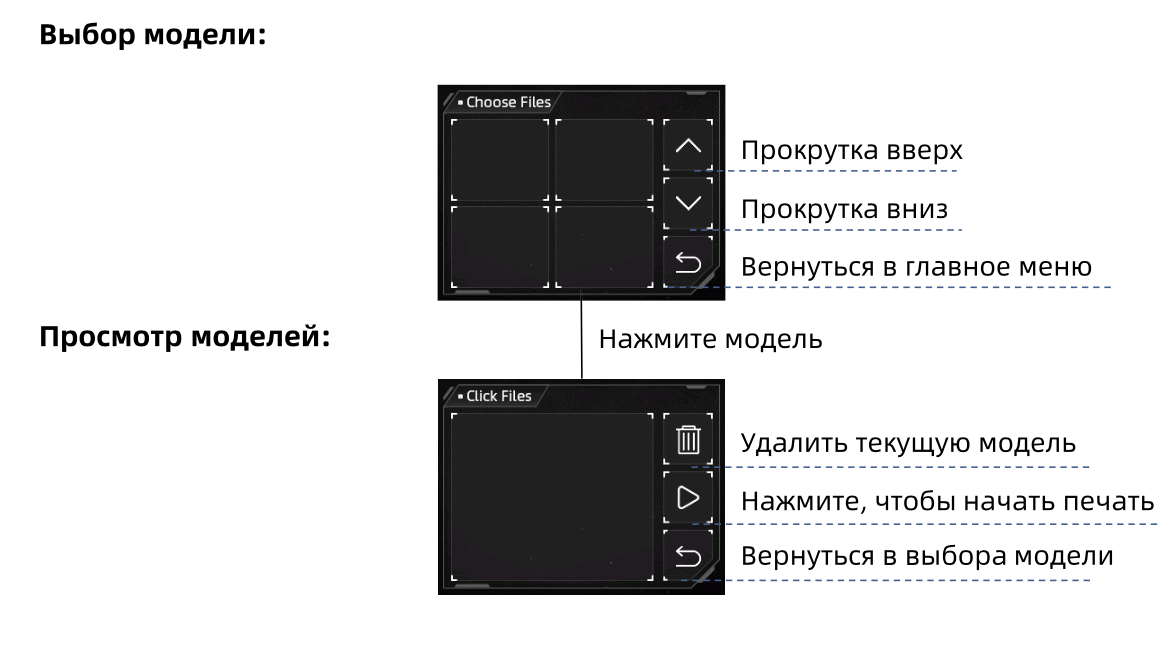
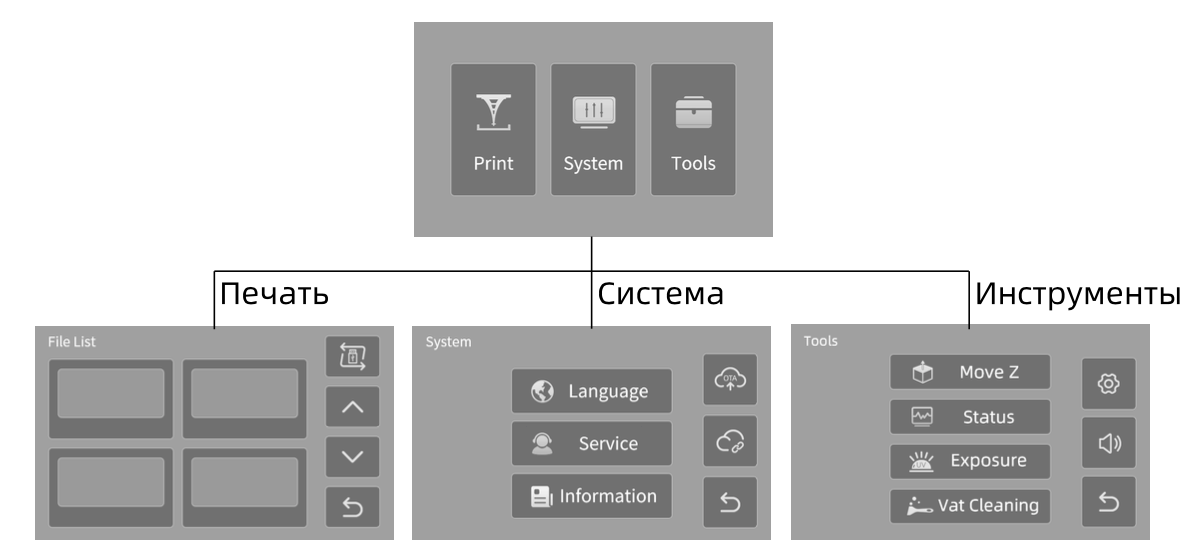
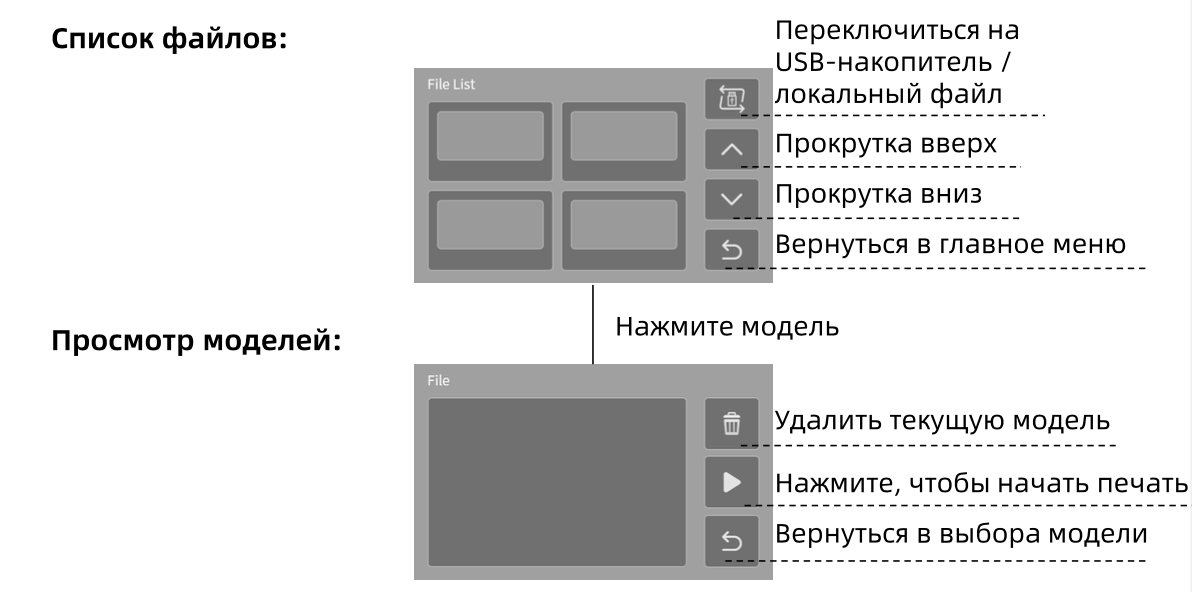
Описание функции сенсорного экрана
Главное меню

Печать
Система
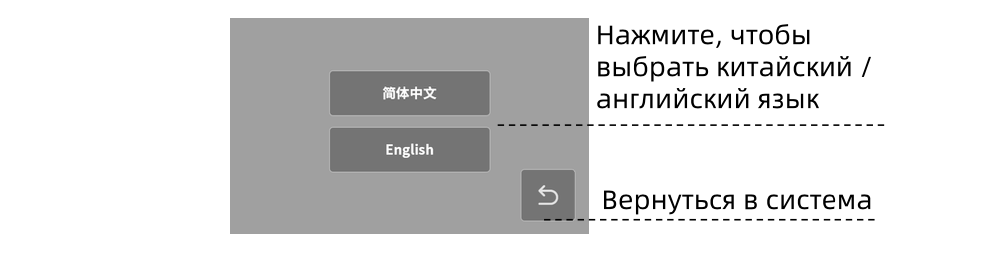
Язык: Нажмите, чтобы выбрать китайский / английский язык
Сервис:
Информация:

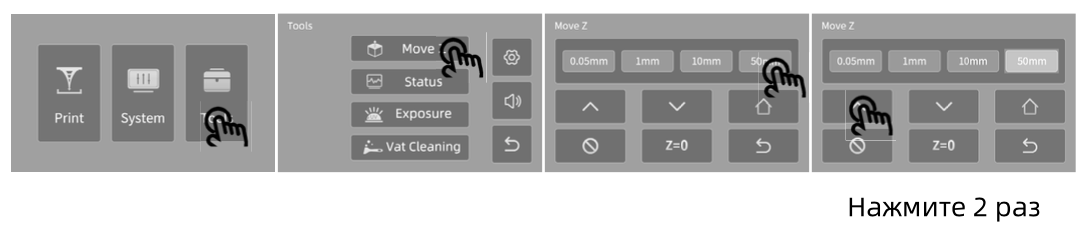
Инструменты
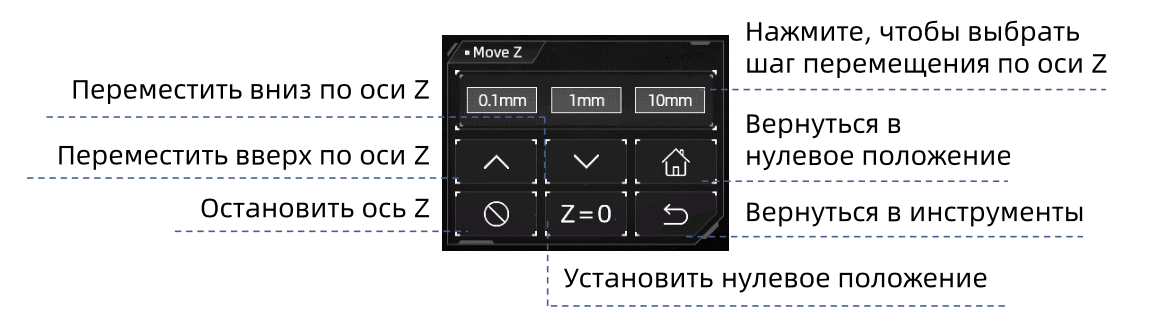
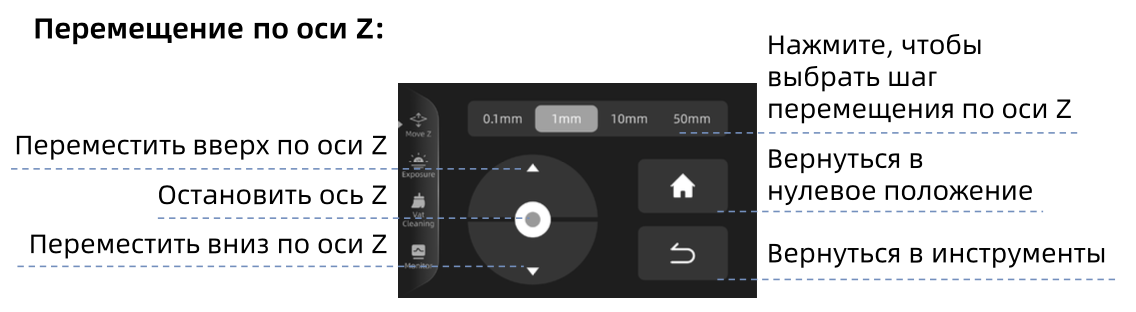
Перемещение по оси Z:
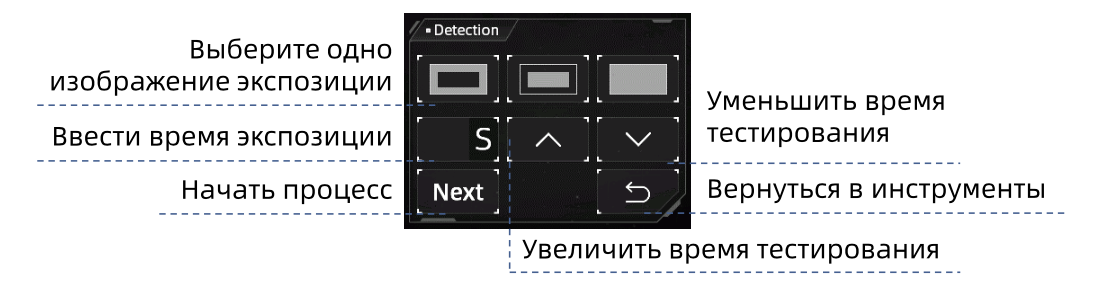
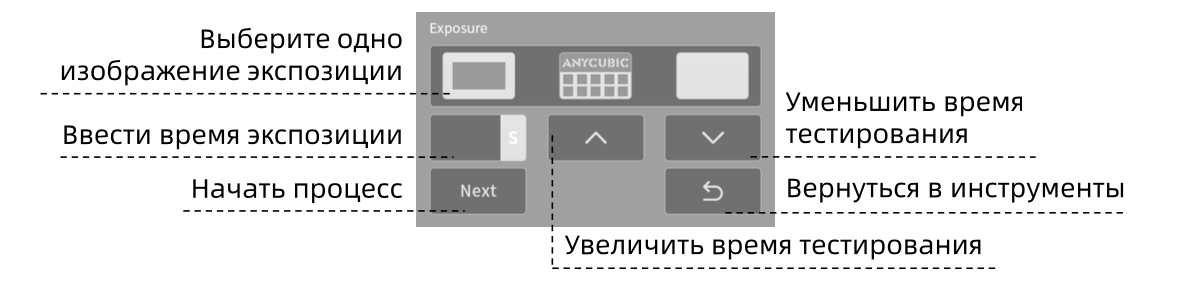
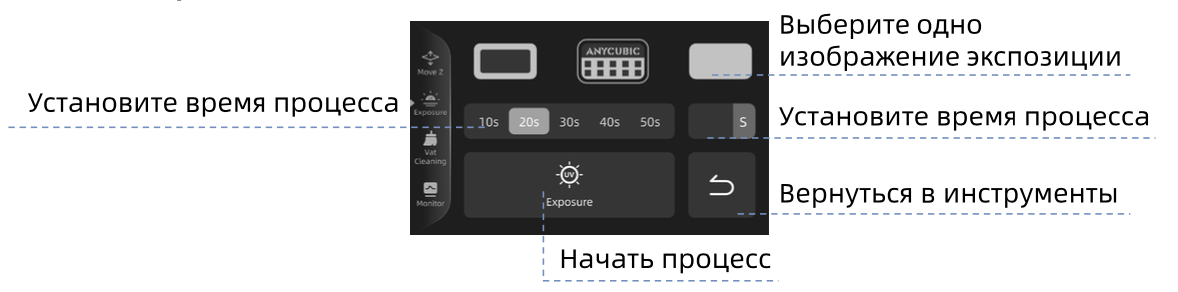
Экспозиция:
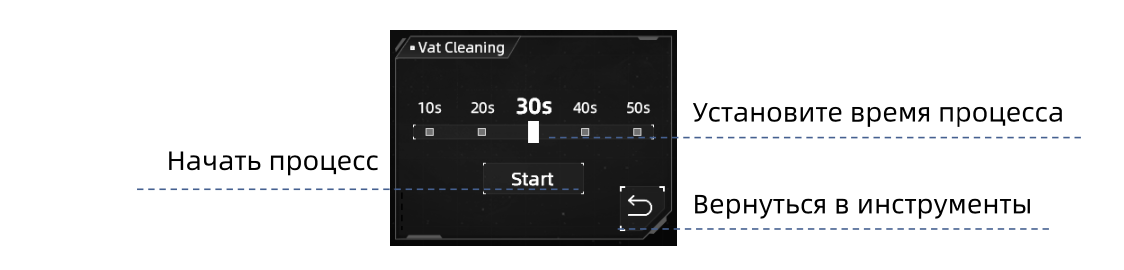
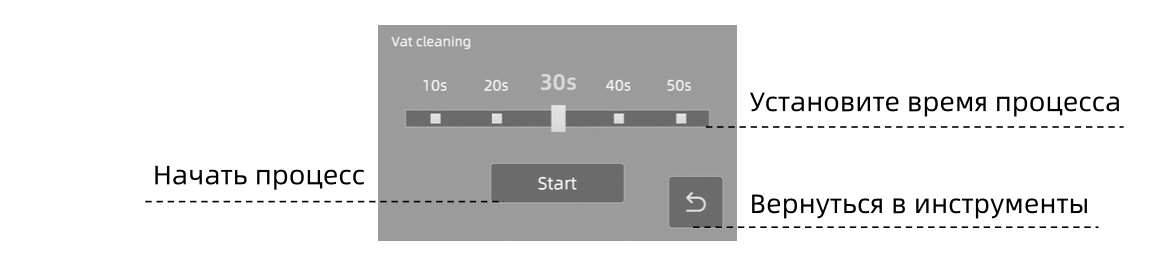
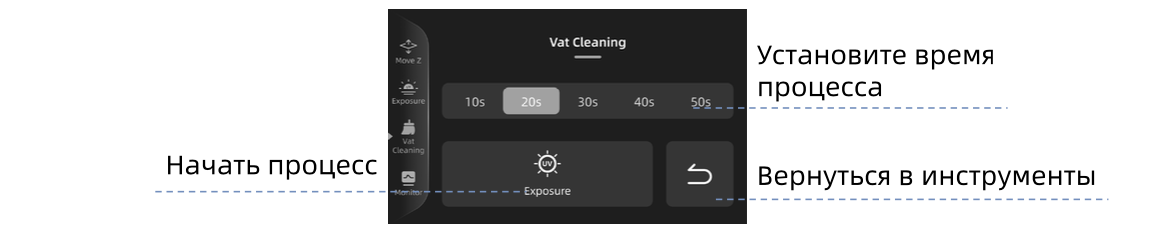
Очистка емкости:
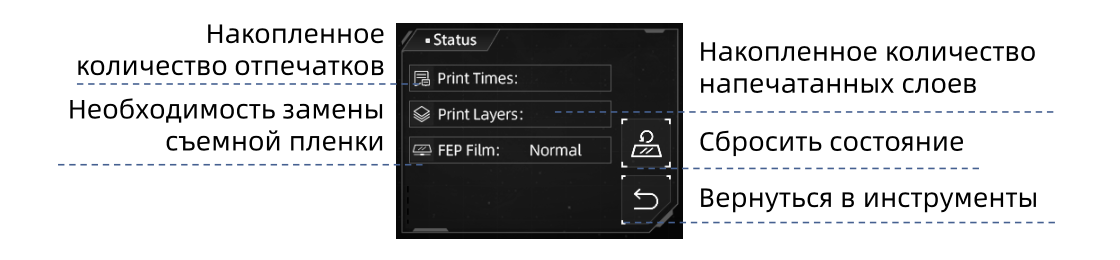
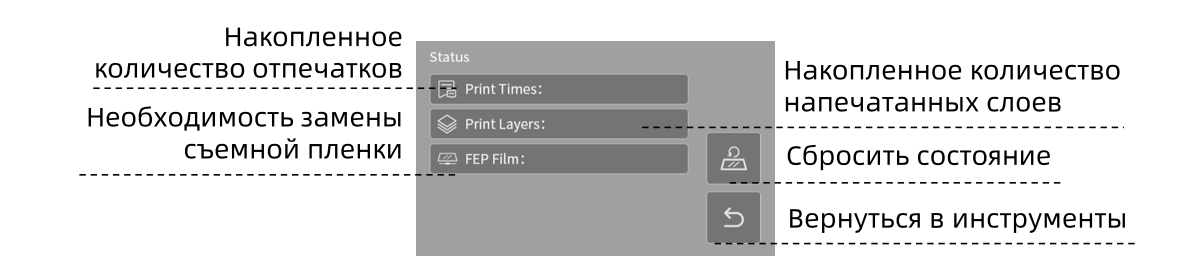
Состояние принтера:
Значок звука: Используется для включения / выключения звука сенсорного экрана.
Подготовка к печати
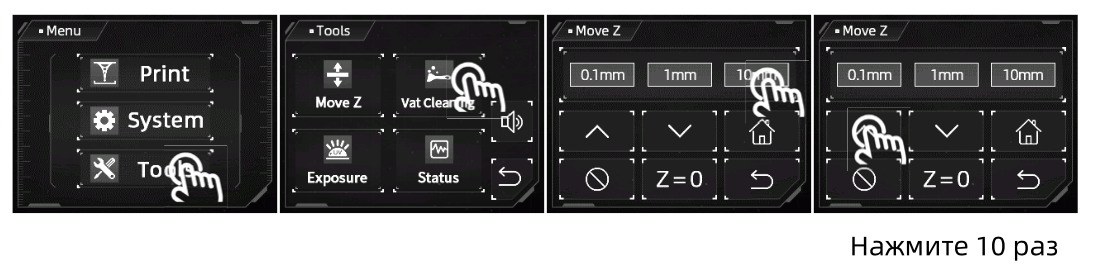
1. Включите питание. Выполните операции как показано на рисунках, чтобы поднять модуль на 100 мм по оси z.
2. Установите защитную пленку.

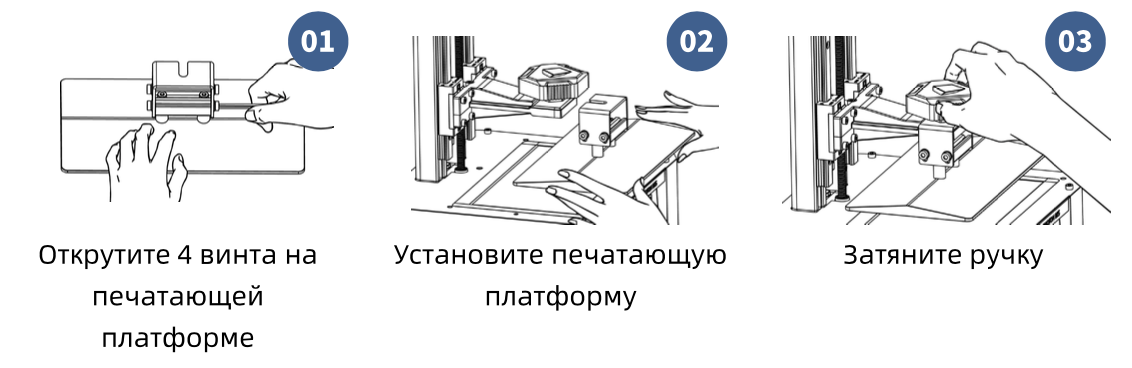
3. Установите печатающую платформу.

4. Выполните выравнивание.

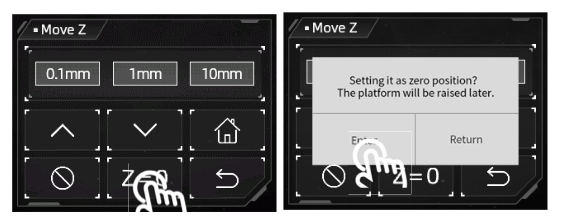
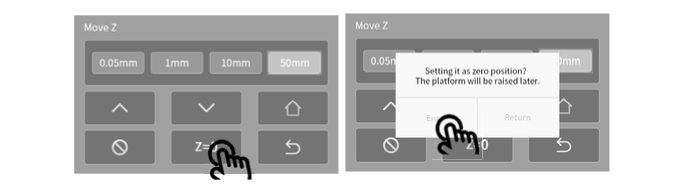
5. Установите нулевое положение.
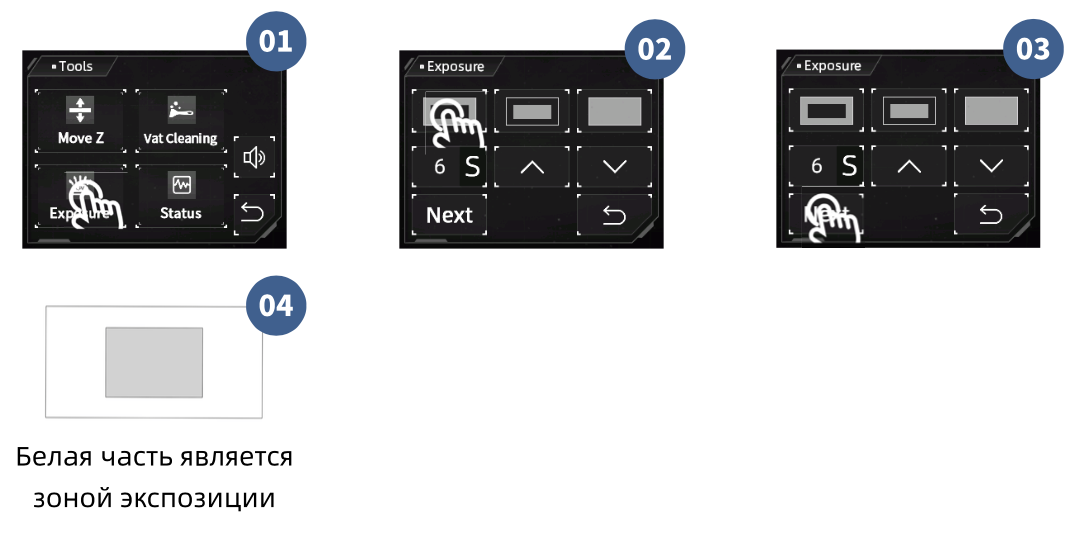
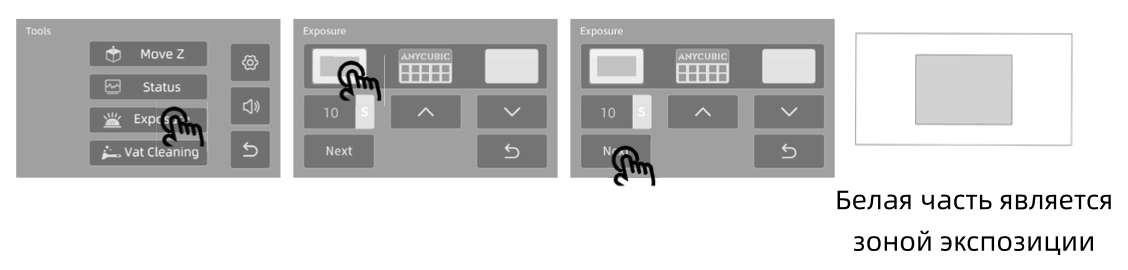
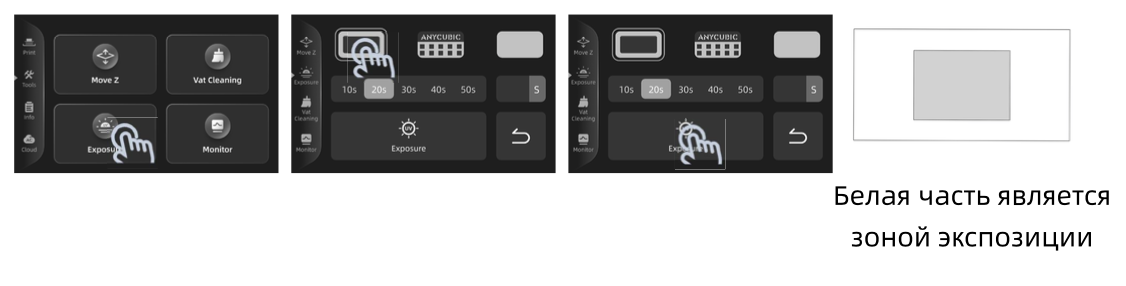
6. Выберите изображение засветки для тестирования после того, как платформа остановится.
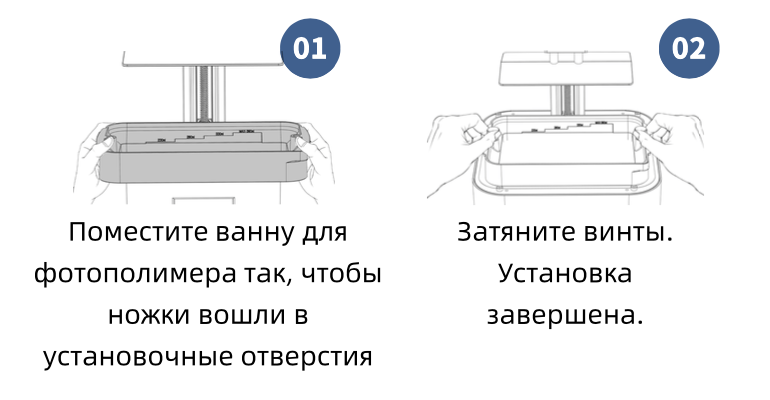
7. Установите ванну.
Печать тестовой модели
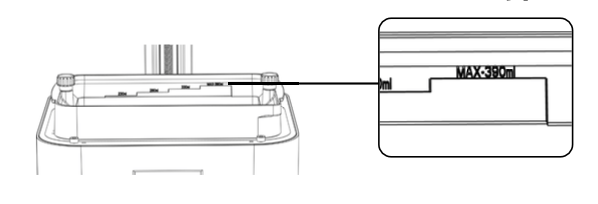
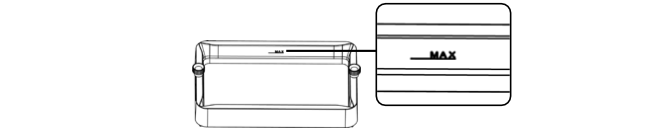
1. Сначала наденьте маску и перчатки (не допускается непосредственно касаться к смоле незащищенной кожей), затем медленно залейте смолу в ванну, обращая внимание на то, чтобы смола не поднялась выше отметки максимального уровня на ванне.
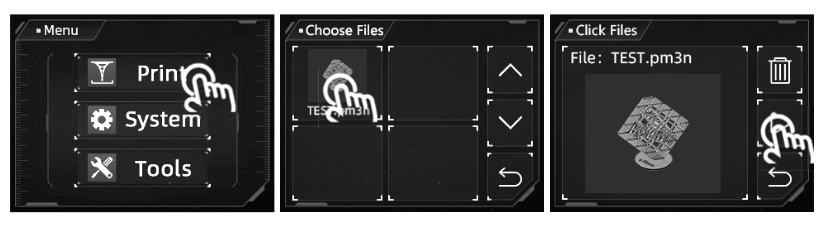
2. Установите защитный кожух. Вставьте USВ-накопитель в USB-nopт принтера, чтобы напечатать тестовую модель с USВ-накопителя.
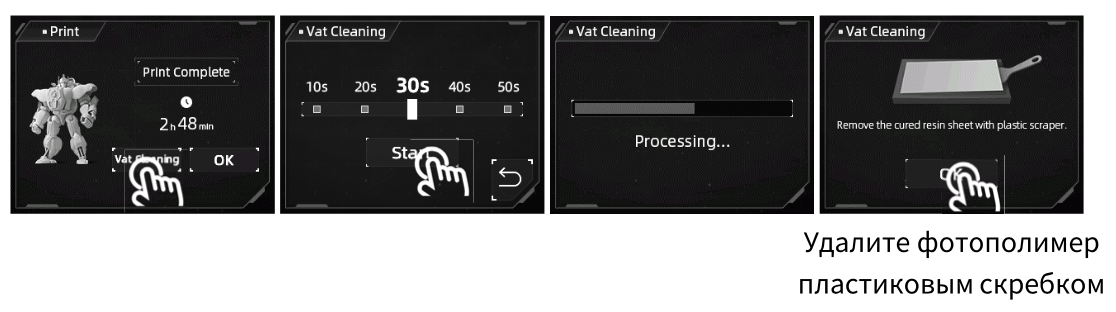
3. Когда печать закончена, фотополимер может частично застыть в емкости. Пожалуйста, установите режим очистки и удалите остатки.
Меры предосторожности:
а) Рекомендуется использовать USВ-накопитель, поставляемый вместе с принтером. Если используется другой USВ-накопитель, убедитесь, что емкость USВ-накопителя не превышает 32Г, и поддерживает формат FAT/FAT32.
б) Разместите файлы для печати в корневой каталог USВ-накопителя, чтобы предотвратить ошибки при чтении файлов.
Советы по настройке слайсинга
Чтобы повысить эффективность печати, время экспозиции нижних слоев всегда больше. Более длительное время экспонирования делает нижнюю часть объекта печати толще. Чтобы избежать толстой нижней части объекта печати, поднимите модель на 5 мм, прежде чем добавлять к ней опоры или подложку в программном обеспечении. Инструкции к программному обеспечению Anycublc Photon Workshop сохраняются на usв-накопителе.
Разделительная пленка
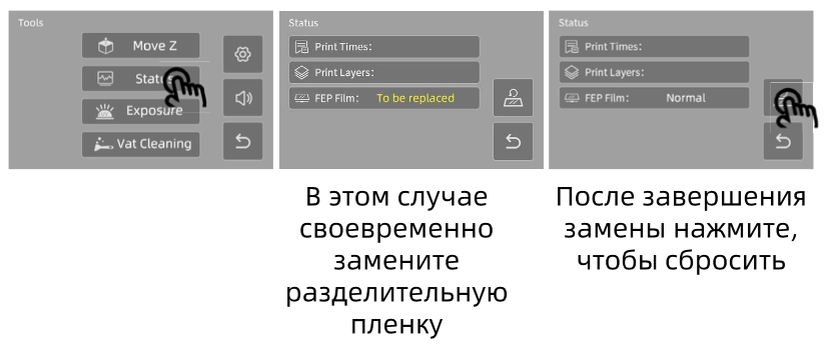
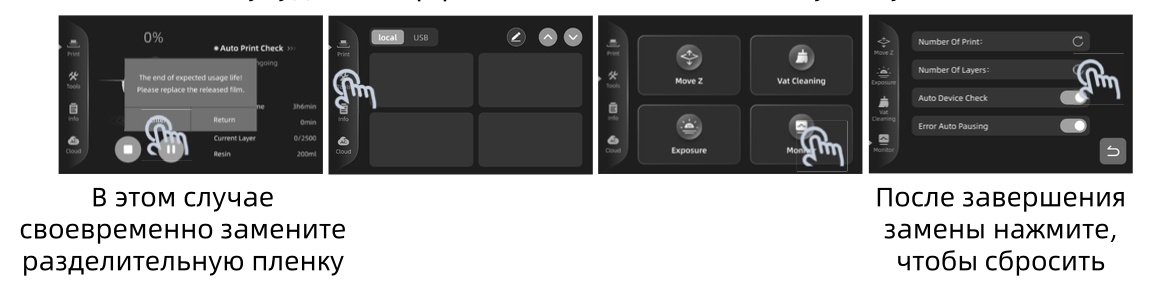
Разделительная пленка на емкости является расходным материалом. Пожалуйста, обратите внимание на состояние пленки на сенсорном экране и своевременно замените пленку. Перед и после каждой печати тщательно проверяйте разделительную пленку на наличие повреждения, серьезных вмятин, также проверяйте, вытекала ли смола на экран через пленку, если выявлены вышеуказанные явления, своевременно заменяйте на новую разделительную пленку, чтобы предотвратить повреждение принтера.
Обработка модели и удаление остатков
• После завершения печати, когда остатки смолы на платформе перестанут капать, снимите платформу. Затем, отделите модель от платформы шпателем, очистите модель этанолом с концентрацией 95% (или другим чистящим средством), чтобы удалить оставшуюся жидкую смолу от поверхности модели. После того, как очищенная модель высушена, выполните постотверждение и другие операции для модели.
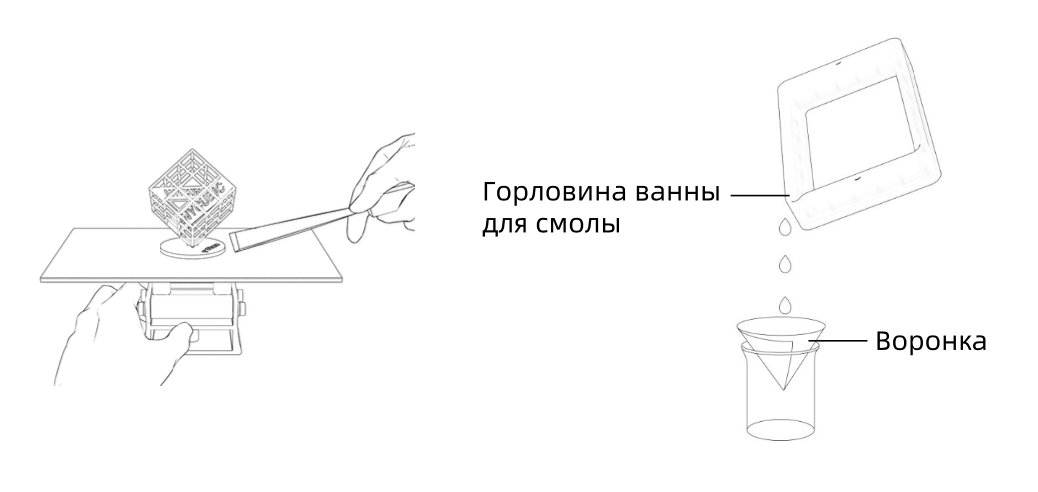
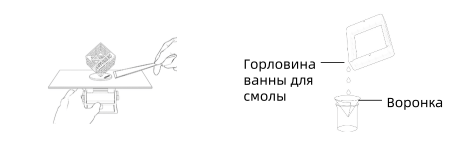
• В ванне может образуются твердые остатки смолы после каждой печати. Своевременно очистите ванну для смолы, отфильтруйте твердые остатки воронкой; в противном случае это может привести к повреждению разделительной пленки и ЖК-экрана. Если принтер пока не будет использоваться, рекомендуется хранить смолу в темной герметичной емкости.
Определение оптимального времени экспозиции смолы
«R_E_R_F» - сокращение Resin Exposure Range Finder, файл R_E_R_F может использоваться для определения оптимального времени экспозиции смолы разных марок при разных температурах окружающей среды.
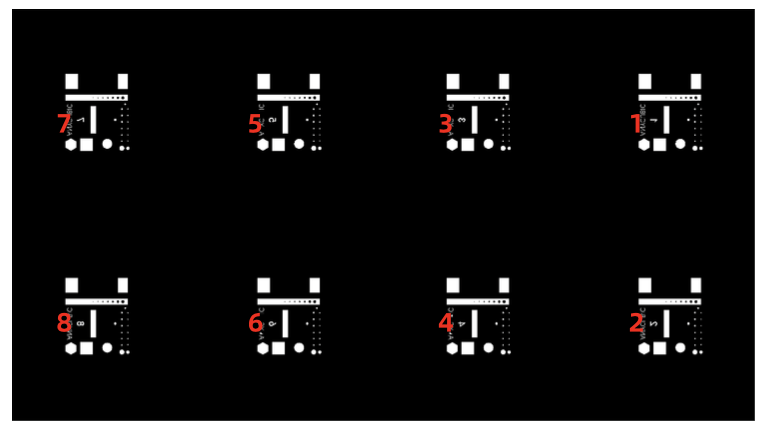
1. Импортируйте файл R_E_R_F с USВ-накопителя в программу, в данном файле имеются 8 пронумерованных моделей. Время экспозиции для модели №1 равно «Normat exposure time (s)» в настройках слайсера, время экспозиции для остальных моделей будет последовательно увеличиваться с шагом 0,25 с.
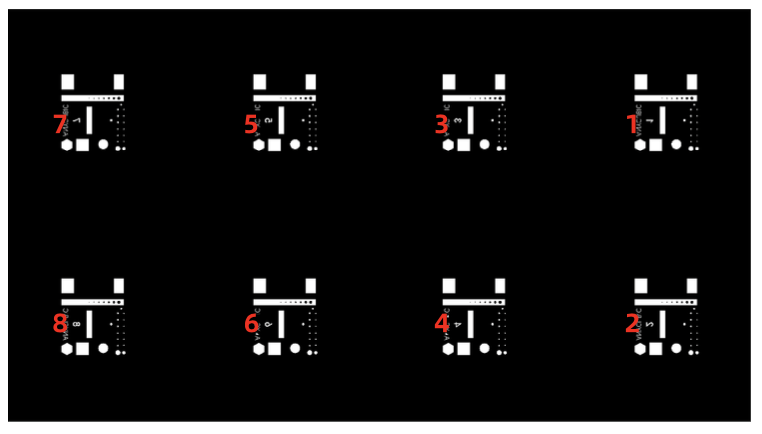
Модели пронумерованы соответствующей цифрой.
2. Настройте нормальное время экспозиции в файле RERF, т.е. изменение времени экспозиции модели № 1 в соответствии с рекомендуемым временем экспозиции для используемой смолы. Исходя из этого, время экспозиции других моделей последовательно увеличивается с шагом 0,25 с.
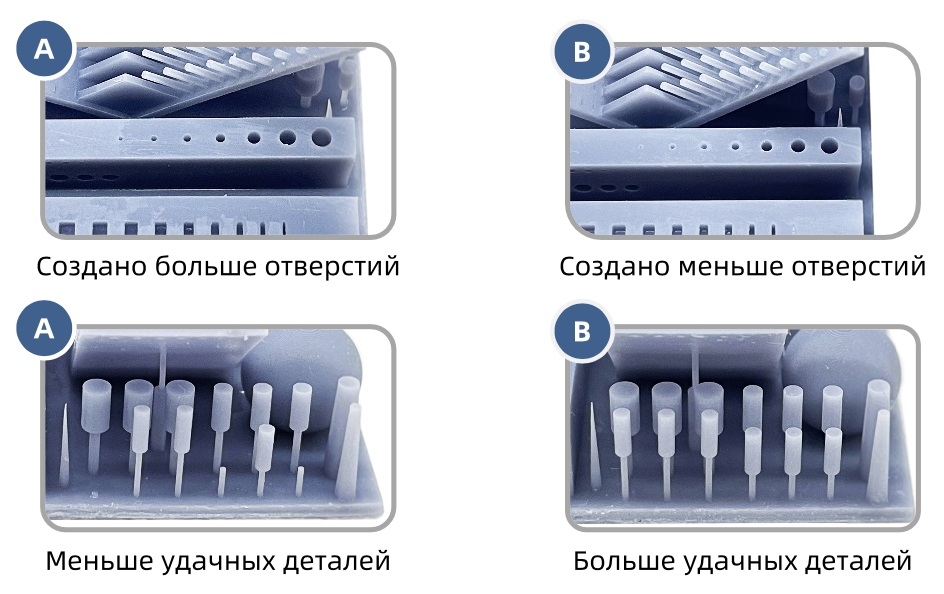
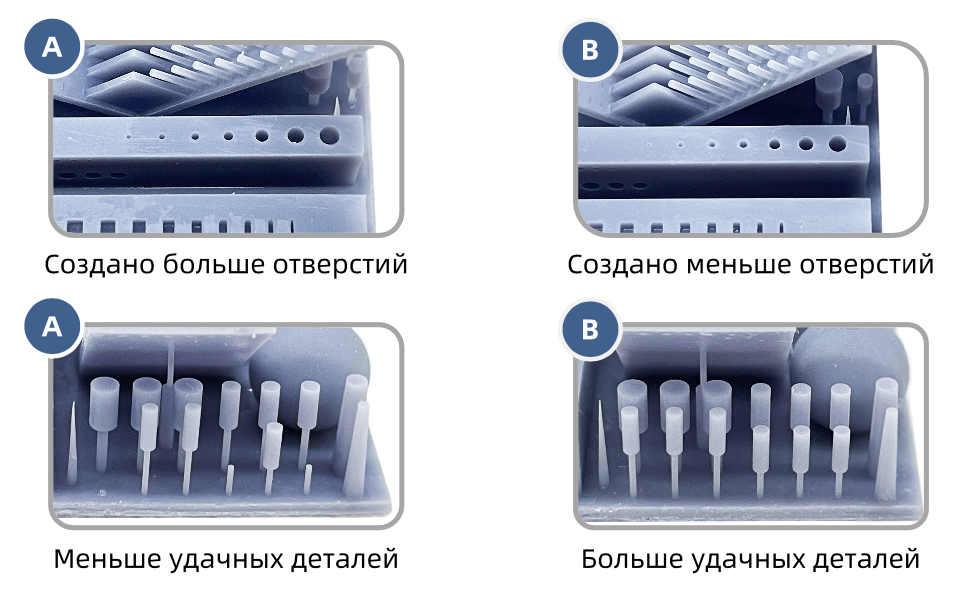
3. После окончания печати снимите и очистите модель. Сравните результаты печати моделей различных номеров, затем выберите время экспозиции модели соответствующего номера в качестве параметра печати в соответствии с конкретными требованиями к модели. Возьмем в качестве примера моделей А и В.
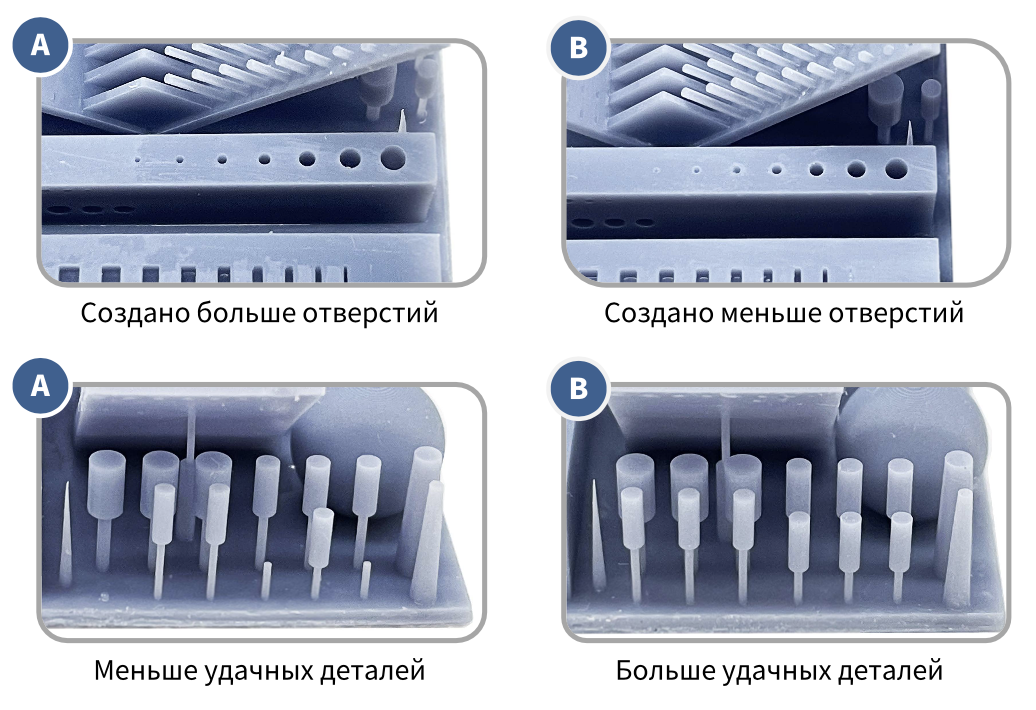
• В модели А создано больше отверстий, если проводится печать при этой настройке, использованной при печати модели А, напечатанная модель будет иметь высокую точность, однако, риск неудачной печати остается высоким.
• В модели А имеется больше удачных опор, если проводится печать при настройке, использованной при печати модели В, будет получаться высокий процент удачных отпечатков; Соответственно, точность печати может снизиться. Эта настройка подходит для печати моделей, которым требуется невысокая точность.
Кроме того, также можно сравнить эффект моста, количество опор и др., чтобы найти подходящую настройку параметра экспозиции. Если не получается оптимальный эффект печати для всех этих 8 моделей, рекомендуется снова настроить нормальное время экспозиции в файле, чтобы найти подходящий диапазон настроек.
Внимание: «R_E_R_F» является ключевым именем файла, принтер будет распознавать только это имя при включении данной функции, поэтому не изменяйте его, и не называйте любой другой файл именем «R_E_R_F».
Распространенные проблемы
Модель не прилипает к платформе
• Время экспозиции базовых слоев недостаточно, увеличите время экспозиции.
• Площадь контакта дна модели с платформой мала, добавьте плот.
• Платформа не должным образом выровнена (толщина напечатанного слоя слишком велика, или платформа не горизонтальна).
Расслоение и растрескивание модели
• Принтер встряхивался при печати.
• Разделительная пленка ослаблена из-за длительного использования, замените ее.
• Печатающая платформа или ванна смолы ненадежно закреплена.
• Скорость подъема слишком велика.
• Не созданы отверстия на стенках полостей модели.
Сдвиг слоя или деформация модели
• Проверьте, достаточны ли поддержки.
• Уменьшите скорость подъема.
Флоксы, похожие на водоросли, прилипают к ванне или модели
Это вызвано переэкспонированием. Уменьшите время экспозиции базовых слоев и нормальное время экспозиции.
Техническое обслуживание принтера
Техническое обслуживание ванны
- Удаление оставшейся смолы от разделительной пленки: Пожалуйста, установите режим очистки и удалите остатки. Не соскребайте смолу от разделительной пленки острым предметом, чтобы не повредить ее.

- Замена разделительной пленки: пользователи могут просмотреть накопленное количество отпечатков и напечатанных слоев в интерфейсе состояния принтера, своевременно замените разделительную пленку в соответствии с реальной ситуацией, чтобы не ухудшить эффект печати и не вызвать утечку смолы.

- Если принтер не будет использоваться в течение 48 часов, фильтруйте смолу, затем храните фильтрованную смолу в темной герметичной емкости.
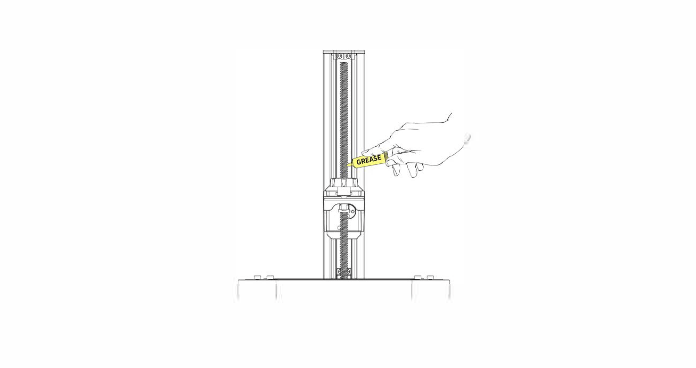
Техническое обслуживание оси Z
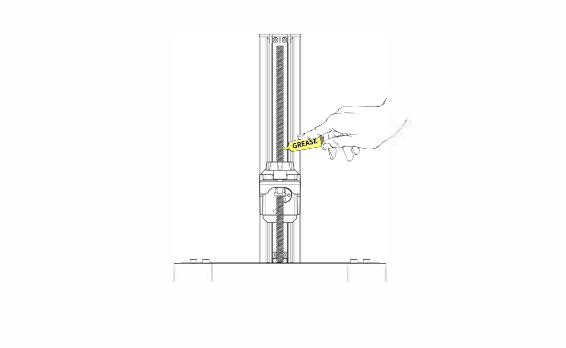
Если слышен ненормальный шум трения от оси Z при печати, нанесите соответствующее количество смазки на резьбовой стержень оси z.
Очистка принтера
• Очистка печатающей платформы: очистите бумажной салфеткой или промойте этанолом.
• Защита ЖК-экрана: если на защитной пленке ЖК-экрана оставляется отвержденная смола, своевременно замените защитную пленку.
• Очистка корпуса принтера: очистите этанолом.
Еще раз наша команда CLUB3D благодарит вас за выбор продукции Anycublc! Мы обеспечиваем гарантийный срок на принтеры и их комплектующие до одного года. Если у вас возникает какая-либо проблема, посетите веб-сайт (https://www.club3d.club/about/zayavka-na-remont/), чтобы оставить заявку и связаться со службой технической поддержки. Наша квалификационная техническая команда по послепродажному обслуживанию поможет вам во всем разобраться.
Благодарим вас за выбор продукции Anycubic! Если вы приобрели принтер Anycubic или знакомы с технологией 3Dпечати, мы все же рекомендуем вам внимательно прочитать это руководство. Меры предосторожности и метод эксплуатации, приведенные в этом руководстве, могут помочь во избежании неправильной установки и эксплуатации. Если у вас возникнут какие-либо вопросы или проблемы, не описанные в данном руководстве в процессе использования принтера, обратитесь к нам https://www.club3d.club/about/contacts/ и мы сделаем все возможное, чтобы помочь вам в решении вопросов. На официальном сайте Anycubic размещены программное обеспечение, видеоинструкци по сборке и эксплуатации, многоязычные инструкции по эксплуатации, руководства по загрузке моделей и часто задаваемые вопросы (FAQ).

Центр поддержки CLUB3D_CLUB

Anycublc центр поддержки
Авторские права на настоящее руководство принадлежат компании «Anycubic», оно не может быть перепечатано без разрешения.
Меры предосторожности
Всегда помните о следующих мерах предосторожности при сборке и эксплуатации, несоблюдение этих мер предосторожности может привести к повреждению оборудования или даже к личной травме.
- Если какие-либо комплектующие детали не были поставлены вместе с принтером, обратитесь к персоналу по послепродажному обслуживанию с просьбой дополнительной отправки!
- При снятии модели с печатающей платформы будьте осторожны, чтобы острый предмет или инструмент не порезал пальцы.
- В экстренных случаях отключите питание 3D-принтера Anycubic напрямую. В 3D-принтере Anycubic работают быстро движущиеся детали, поэтому будьте осторожны, чтобы не защемить руки.
- Разместите 3D принтер Anycubic и его комплектующие в недоступном для детей месте.
- Используйте 3D принтер Anycubic в просторном и хорошо проветриваемом помещении.
- Если 3D-принтера Anycubic не будет использоваться в течение длительного времени, предпринимайте защитные меры от дождя и влаги для него .
- Рекомендуемая температура окружающей среды составляет от 8°С до 40°С, а влажность составляет от 20% до 50%. Работа принтера при температуре и влажности за этими пределами может привести к ухудшению качества печати. Кроме того, на принтер не должны попадать прямые лучи солнца.
- Если у вас возникнут какие-либо вопросы, обратитесь в нашу компанию CLUB3D_CLUB для консультации.
Общий вид принтера
Упаковочный лист
Параметры принтера
Параметры печати
Система: Photon Mono М5
Операция: 4,3-дюймовый резистивный экран
Слайсер: AnycuЬic Photon Workshop
Способ подключения: USB-накопитель, Wi-Fi
Другие спецификации
ЖК-экран: 10,1-дюймовый 12К
Технология для источника света: Матричный светодиодный свет
Разрешение ХУ: 11520 * 5120
Точность по оси Z: 0,01мм
Толщина слоя: 0,01~0,15мм
Физические параметры
Размеры: 290 мм(д) * 270 мм(Ш) * 460 мм(В)
Объем печати: 218,88 мм(д) * 122,88 мм(Ш) * 200 мм(В)
Масса принтера: 8,6кг
Вай-Фай
Диапазон частот: 2,4 ГГц (2,4ОО~2,4835 ГГц)
Режим работы: Режим АР, STА, режим AP+STА
Рекомендуемые параметры печати
Базовый режим управления
Толщина слоя: 0,05мм
Нормальное время экспозиции: 2,8с
Задержка выключения света: 0,5с
Время экспозиции базовых слоев: 25с
Количество базовых слоев: 5
Высота подъема по оси Z: 8мм
Скорость подъема по оси Z: 6мм/с
Скорость ретракта по оси Z: 6мм/с
Уровень сглаживания: 16
Gray Level: 0
lmage Blur: 3
Обратите внимание: сглаживание краев и размытие изображения могут сбалансировать зернистость пикселей для улучшения поверхности модели. При печати модели с тонкой структурой установите сглаживание краев 1.
Расширенный режим управления
Количество переходных слоев: 10
Описание функции сенсорного экрана
Главное меню
Печать
Система
Язык
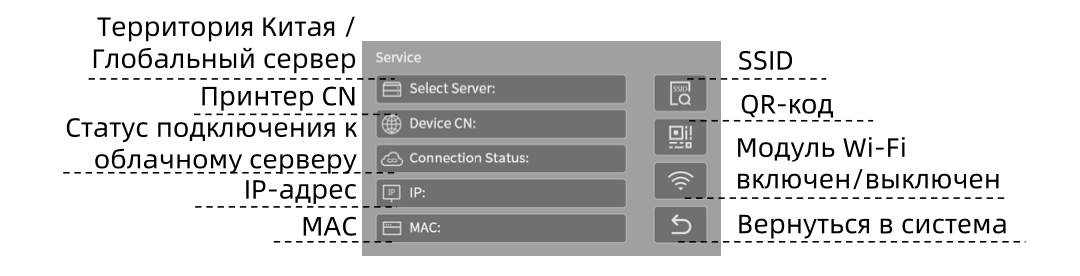
Сервис
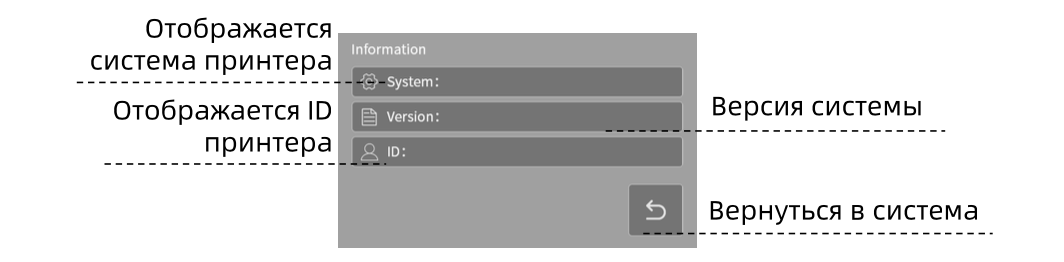
Информация

ОТА-обновления

Облако Anycublc:

Инструменты
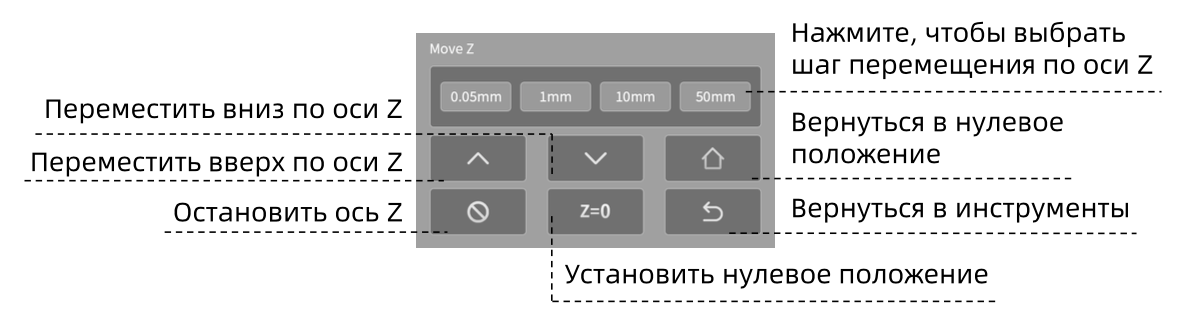
Перемещение по оси Z
Состояние принтера
Экспозиция
Очистка емкости

Настройки: Чтобы включить/отключить перемещение платформы для печати в верхнюю часть оси Z по завершении печати.

Используется для включения / выключения звука сенсорного экрана.
Подготовка к печати
1. Включите питание. Выполните операции как показано на рисунках, чтобы поднять модуль на 100 мм по оси Z.
2. Установите защитную пленку.

3. Установите печатающую платформу.
4. Выполните выравнивание.
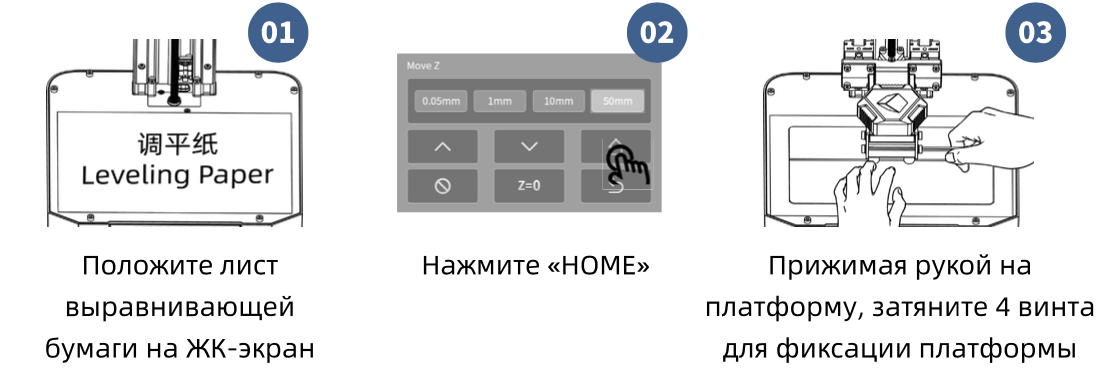
5. Установите нулевое положение.
6. Выберите изображение засветки для тестирования после того, как платформа остановится.
7. Установите ванну.

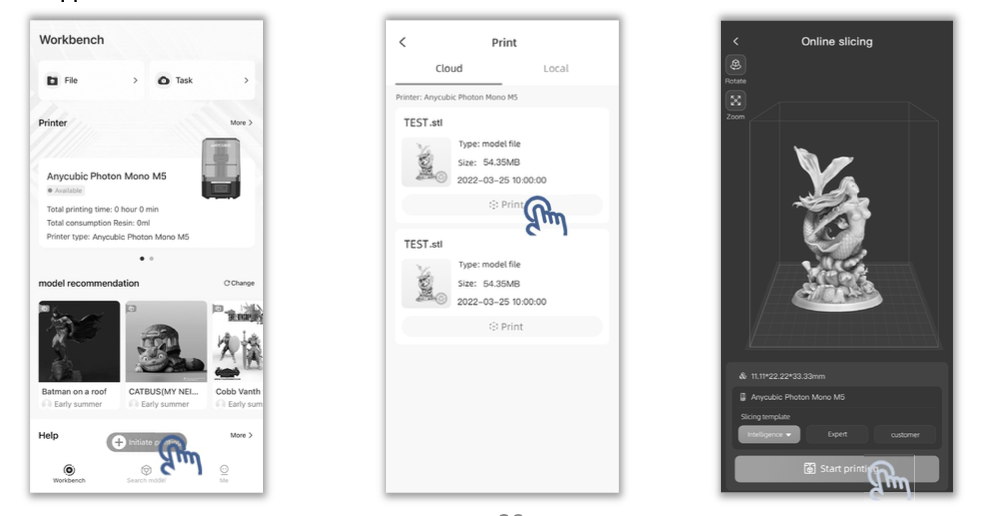
Подключение к облаку
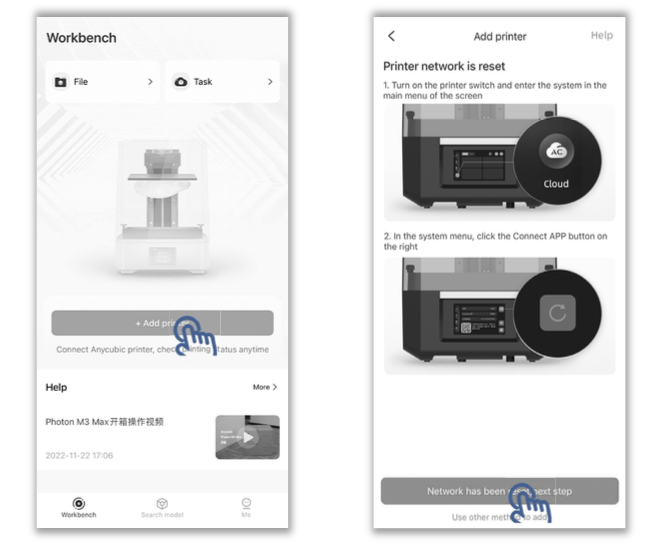
Сначала подключите принтер к приложению Anycubic для удаленной загрузки и мониторинга.
1. Проверьте, является ли сервер глобальным. Если нет, нажмите, чтобы переключиться на глобальный сервер, и дождитесь перезагрузки принтера.

2. Сбросьте подключение к Wi-Fi.
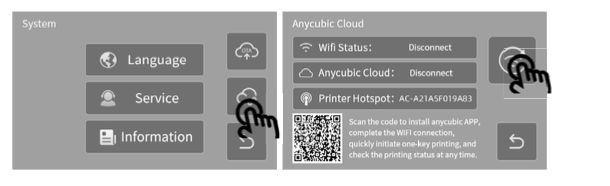
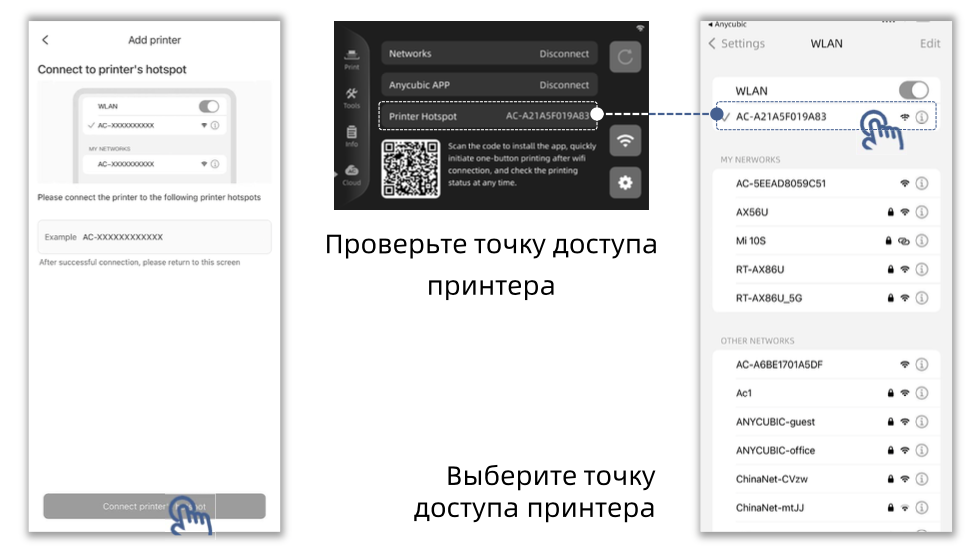
3. Найдите «Anycubic» в Арр Store или Goolge Play или отсканируйте QR-код на принтере, чтобы загрузить приложение «Anycubic». Затем зарегистрируйтесь и войдите в систему.
4. Добавьте принтер в приложение «Anycubic».
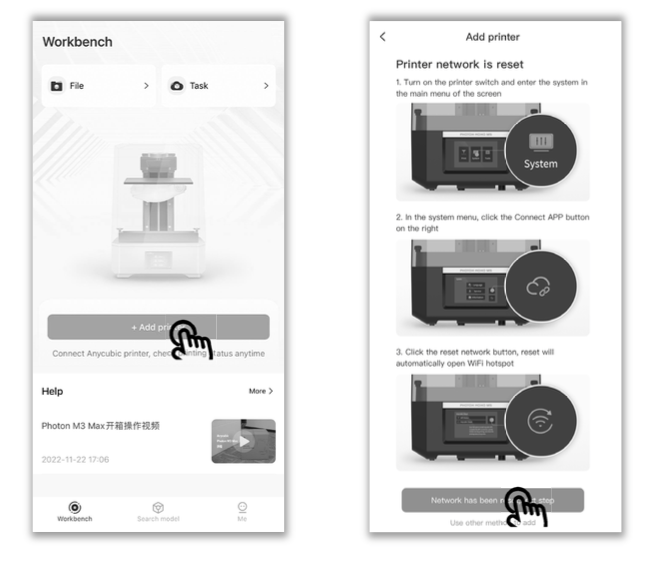
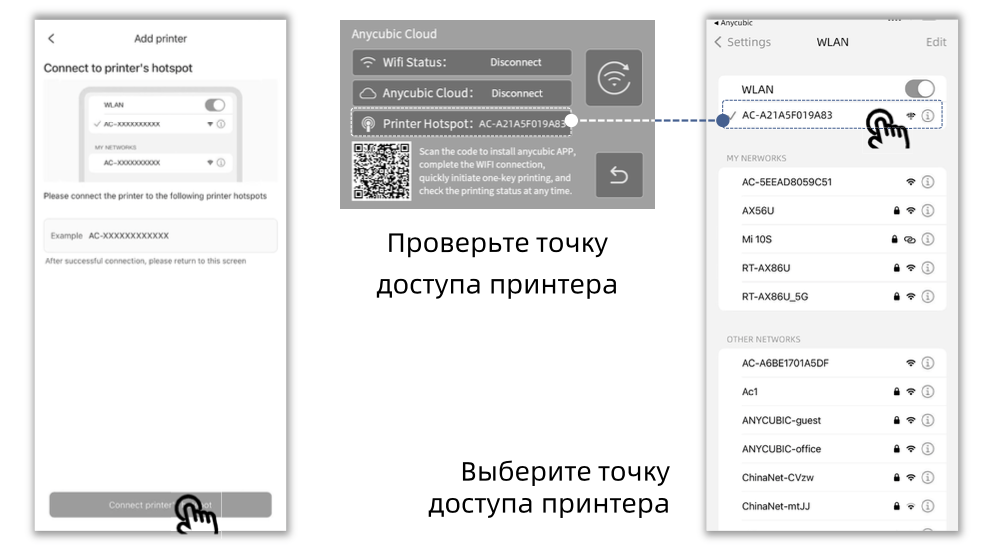
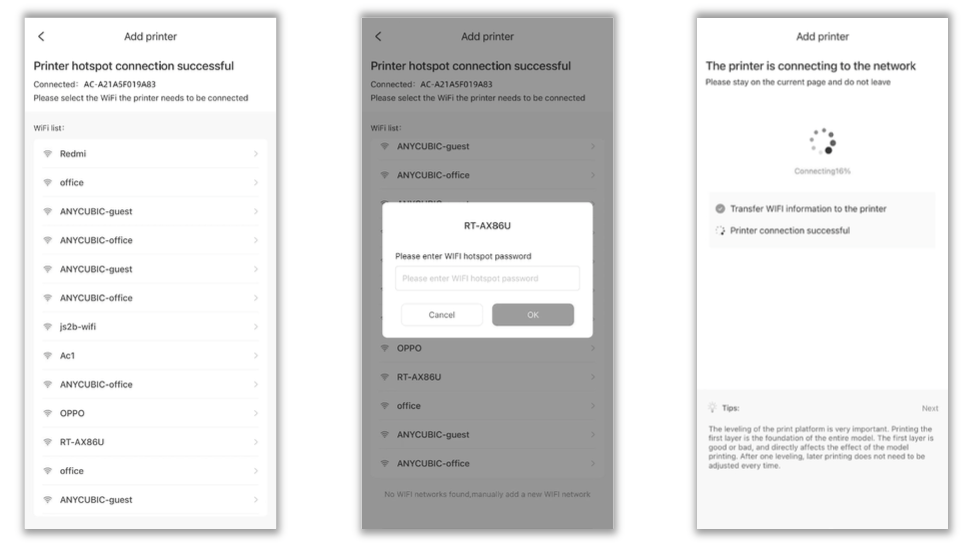
5. Подключитесь к точке доступа принтера.
6. Вернитесь в приложение/ подключите принтер к сети.
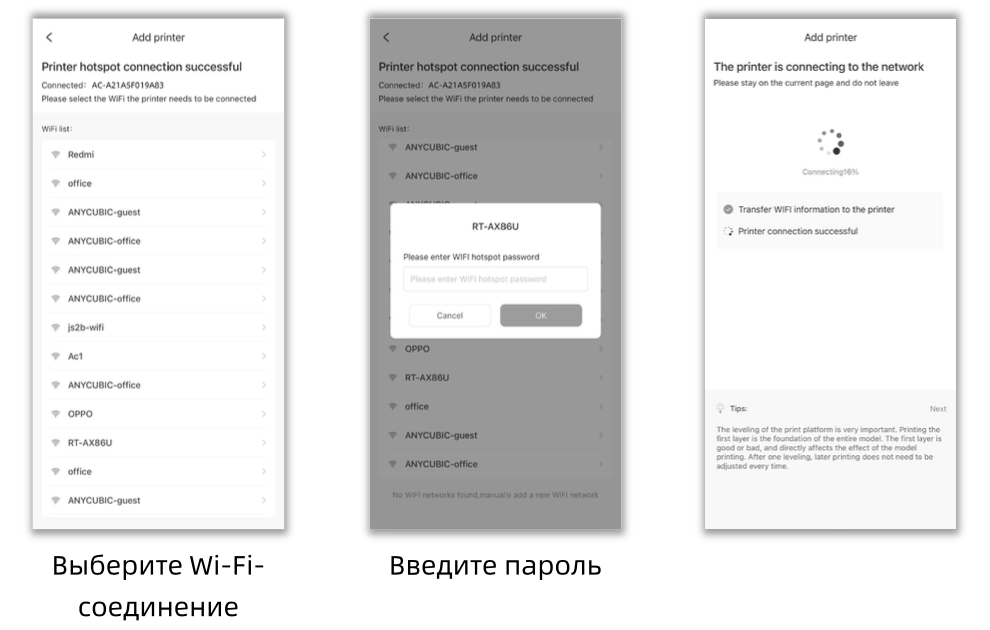
Обратите внимание:
1) Необходимо разрешить использование местоположения и локальнойсети во время подключения.
2) Проверьте подключение к точке доступа принтера во время подключения к сети во избежание сбоя подключения .
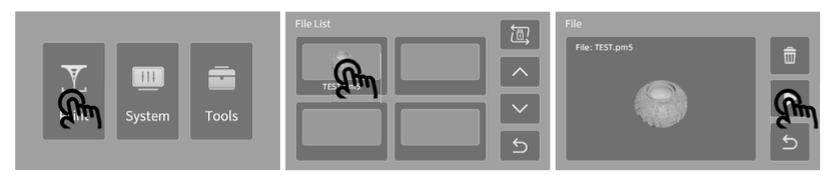
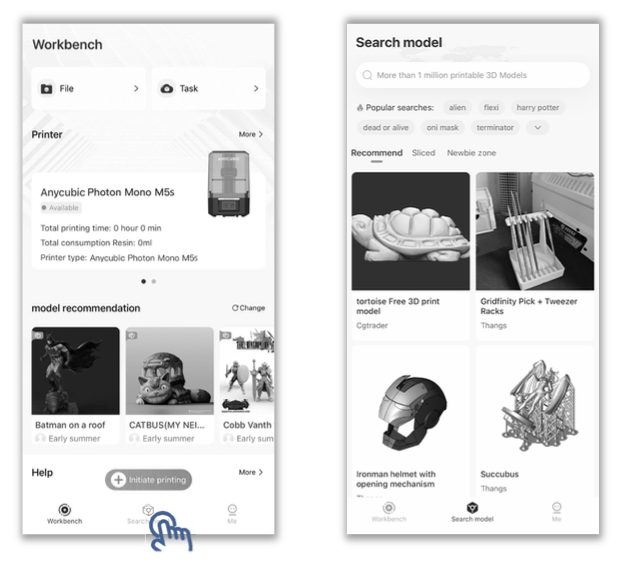
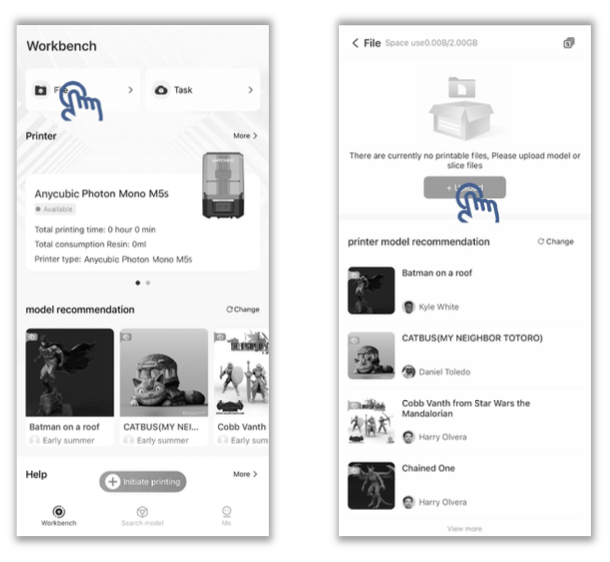
7. Принтер успешно добавлен. Найдите модель или загрузите файлы
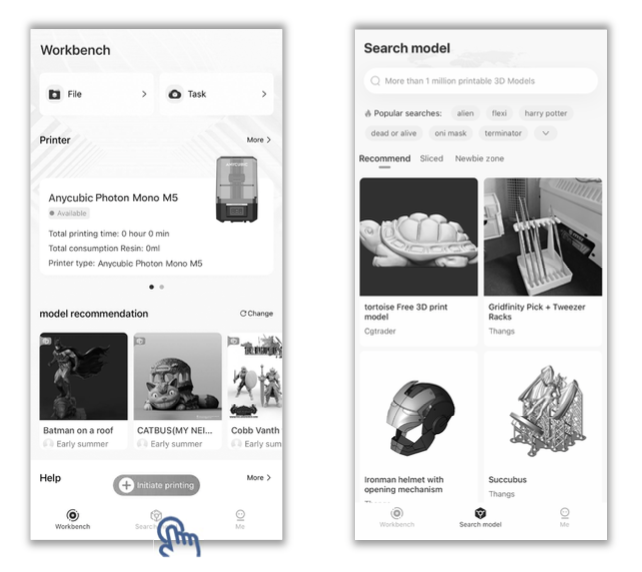
Найти модель
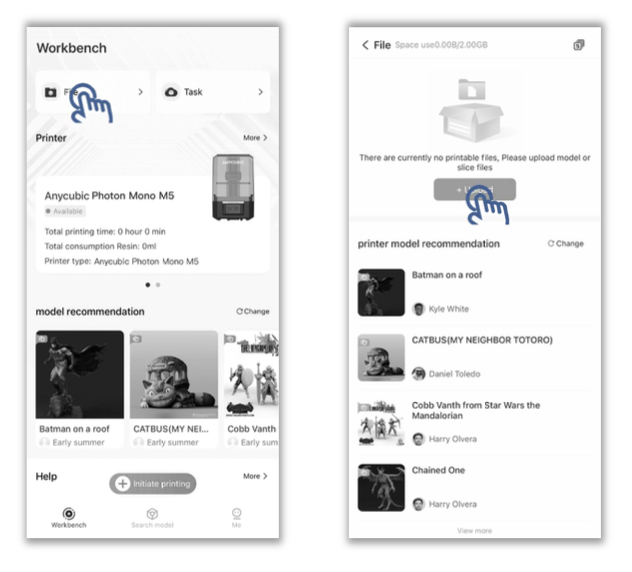
Загрузить файлы модели
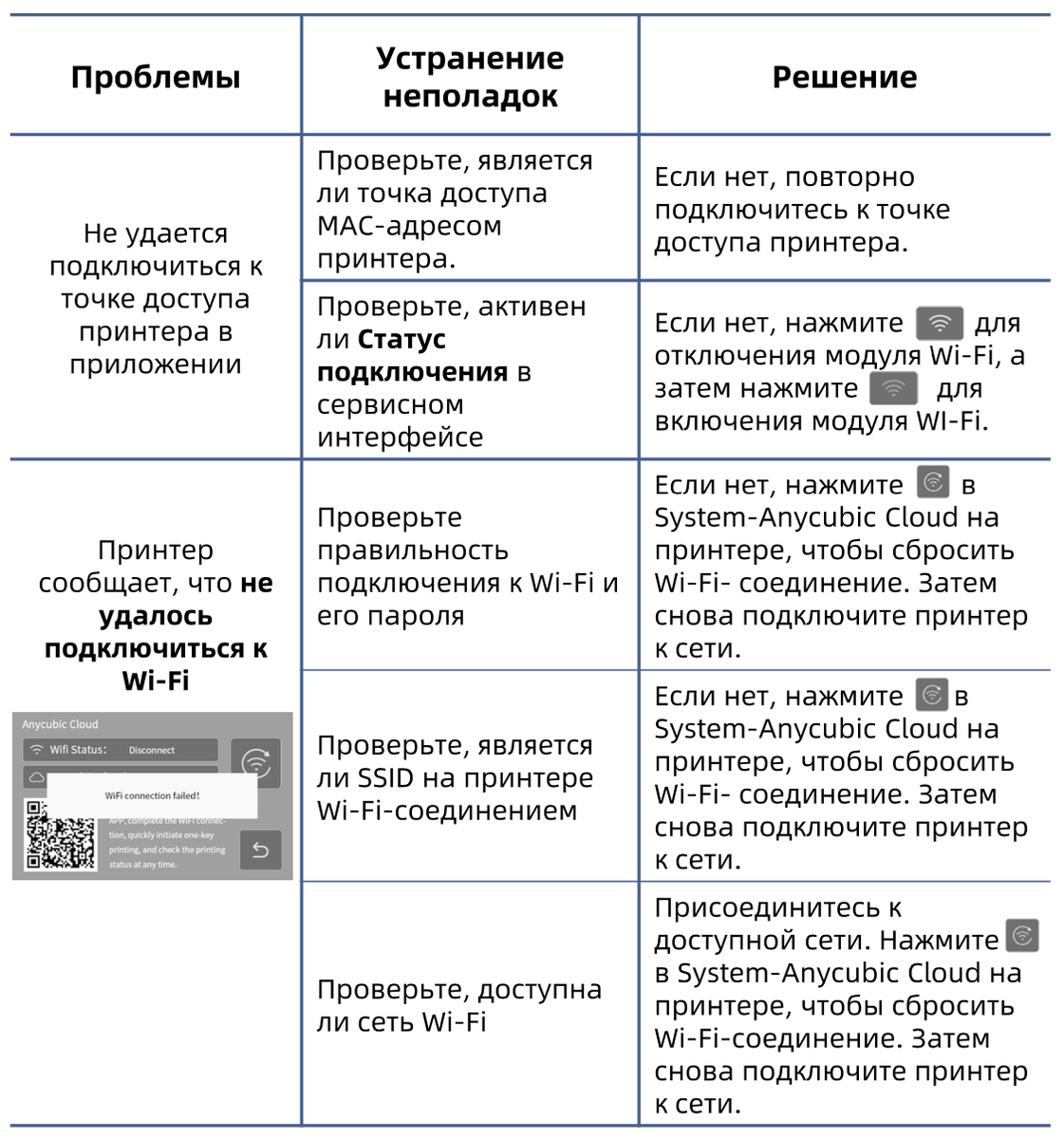
Устранение неполадок
Печать тестовой модели
* Разделительная пленка на емкости является расходным материалом. Пожалуйста, обратите внимание на состояние пленки на сенсорном экране и своевременно замените пленку.
Перед и после каждой печати тщательно проверяйте разделительную пленку на наличие повреждения, серьезных вмятин, также проверяйте, вытекала ли смола на экран через пленку, если выявлены вышеуказанные явления, своевременно заменяйте на новую разделительную пленку, чтобы предотвратить повреждение принтера.
1. Сначала наденьте маску и перчатки (не допускается непосредственно касаться к смоле незащищенной кожей), затем медленно залейте смолу в ванну, обращая внимание на то, чтобы смола не поднялась выше отметки максимального уровня на ванне.
2. Установите защитный кожух. Затем Печать файла.
- Файл USВ-накопителя: Вставьте USВ-накопитель в USB-nopт принтера, чтобы напечатать тестовую модель с USВ-накопителя.
- Удаленная печать
3. Когда печать закончена, фотополимер может частично застыть в емкости. Пожалуйста, установите режим очистки и удалите остатки.

Меры предосторожности:
1) Рекомендуется использовать USВ-накопитель, поставляемый вместе с принтером. Если используется другой usв-накопитель, убедитесь, что емкость usв-накопителя не превышает 32Г, и поддерживает формат FAT/FAT32.
2) Разместите файлы для печати в корневой каталог USВ-накопителя, чтобы предотвратить ошибки при чтении файлов.
4. Обработка модели и удаление остатков
- После завершения печати, когда остатки смолы на платформе перестанут капать, снимите платформу. Затем, отделите модель от платформы шпателем, очистите модель этанолом с концентрацией 95% (или другим чистящим средством), чтобы удалить оставшуюся жидкую смолу от поверхности модели. После того, как очищенная модель высушена, выполните постотверждение и другие операции для модели.
- В ванне может образуются твердые остатки смолы после каждой печати. Своевременно очистите ванну для смолы, отфильтруйте твердые остатки воронкой; в противном случае это может привести к повреждению разделительной пленки и ЖК-экрана. Если принтер пока не будет использоваться, рекомендуется хранить смолу в темной герметичной емкости.
Определение оптимального времени экспозиции смолы
«R_E_R_F» - сокращение Resin Exposure Range Finder, файл R_E_R_F может использоваться для определения оптимального времени экспозиции смолы разных марок при разных температурах окружающей среды.
1. Импортируйте файл R_E_R_F с USВ-накопителя в программу, в данном файле имеются 8 пронумерованных моделей. Время экспозиции для модели №1 равно «Normat exposure time (s)» в настройках слайсера, время экспозиции для остальных моделей будет последовательно увеличиваться с шагом 0,25 с.
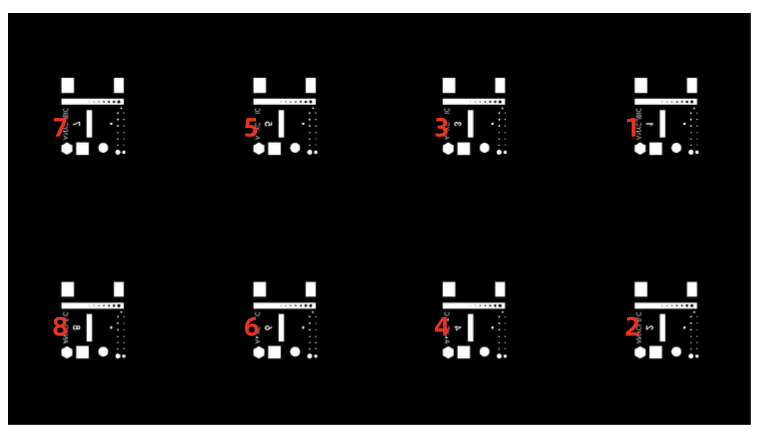
Модели пронумерованы соответствующей цифрой
2. Настройте нормальное время экспозиции в файле RERF, т.е. изменение времени экспозиции модели № 1 в соответствии с рекомендуемым временем экспозиции для используемой смолы. Исходя из этого, время экспозиции других моделей последовательно увеличивается с шагом 0,25 с.
3. После окончания печати снимите и очистите модель. Сравните результаты печати моделей различных номеров, затем выберите время экспозиции модели соответствующего номера в качестве параметра печати в соответствии с конкретными требованиями к модели. Возьмем в качестве примера моделей А и В.
- В модели А создано больше отверстий, если проводится печать при этой настройке, использованной при печати модели А, напечатанная модель будет иметь высокую точность, однако, риск неудачной печати остается высоким.
- В модели А имеется больше удачных опор, если проводится печать при настройке, использованной при печати модели В, будет получаться высокий процент удачных отпечатков; Соответственно, точность печать может снизиться. Эта настройка подходит для печати модели, которой требуется невысокая точность.
Кроме того, также можно сравнить эффект моста, количество опор и др., чтобы найти подходящую настройку параметра экспозиции. Если не получается оптимальный эффект печати для всех этих 8 моделей, рекомендуется снова настроить нормальное время экспозиции в файле, чтобы найти подходящий диапазон настроек.
Обратите внимание: «R_E_R_F» является ключевым именем файла, принтер будет распознавать только это имя при включении данной функции, поэтому не изменяйте его, и не называйте любой другой файл именем «R Е R F».
Распространенные проблемы
Модель не прилипает к платформе
- Время экспозиции базовых слоев недостаточно, увеличите время экспозиции.
- Площадь контакта дна модели с платформой мала, добавьте плот.
- Платформа не должным образом выровнена (толщина напечатанного слоя слишком велика, или платформа не горизонтальна).
Расслоение и растрескивание модели
- Принтер встряхивался при печати.
- Разделительная пленка ослаблена из-за длительного использования, замените ее.
- Печатающая платформа или ванна смолы ненадежно закреплена.
- Скорость подъема слишком велика.
- Не созданы отверстия на стенках полостей модели.
Сдвиг слоя или деформация модели
- Проверьте, достаточны ли поддержки.
- Уменьшите скорость подъема.
Флоксы, похожие на водоросли, прилипают к ванне или модели
- Это вызвано переэкспонированием. Уменьшите время экспозиции базовых слоев и нормальное время экспозиции.
Техническое обслуживание принтера
Техническое обслуживание ванны
- Удаление оставшейся смолы от разделительной пленки: Пожалуйста, установите режим очистки и удалите остатки. Не соскребайте смолу от разделительной пленки острым предметом, чтобы не повредить ее.

- Замена разделительной пленки: пользователи могут просмотреть накопленное количество отпечатков и напечатанных слоев в интерфейсе состояния принтера, своевременно замените разделительную пленку в соответствии с реальной ситуацией, чтобы не ухудшить эффект печати и не вызвать утечку смолы.
- Если принтер не будет использоваться в течение 48 часов, фильтруйте смолу, затем храните фильтрованную смолу в темной герметичной емкости.
Техническое обслуживание оси Z
Если слышен ненормальный шум трения от оси Z при печати, нанесите соответствующее количество смазки на резьбовой стержень оси Z.
Очистка принтера
- Очистка печатающей платформы: очистите бумажной салфеткой или промойте этанолом.
- Защита ЖК-экрана: если на защитной пленке ЖК-экрана оставляется отверженная смола, своевременно замените защитную пленку.
- Очистка корпуса принтера: очистите этанолом.
Еще раз наша команда CLUB3D благодарит вас за выбор продукции Anycubic! Мы обеспечиваем гарантийный срок на принтеры и их комплектующие до одного года. Если у вас возникает какая-либо проблема, посетите веб-сайт (https://www.club3d.club/about/zayavka-na-remont/), чтобы оставить заявку и связаться со службой технической поддержки. Наша квалификационная техническая команда по послепродажному обслуживанию поможет вам во всем разобраться.
Благодарим вас за выбор продукции Anycubic!
Если вы приобрели принтер Anycubic или знакомы с технологией 3Dпечати, мы все же рекомендуем вам внимательно прочитать это руководство. Меры предосторожности и метод эксплуатации, приведенные в этом руководстве, могут помочь во избежании неправильной установки и эксплуатации.
Если у вас возникнут какие-либо вопросы или проблемы, не описанные в данном руководстве в процессе использования принтера, обратитесь к нам https://www.club3d.club/about/contacts/ и мы сделаем все возможное, чтобы помочь вам в решении вопросов. На официальном сайте Anycubic размещены программное обеспечение, видеоинструкци по сборке и эксплуатации, многоязычные инструкции по эксплуатации, руководства по загрузке моделей и часто задаваемые вопросы (FAQ).

Центр поддержки CLUB3D_CLUB

Anycublc центр поддержки
Авторские права на настоящее руководство принадлежат компании «Anycubic», оно не может быть перепечатано без разрешения.
Меры предосторожности
Всегда помните о следующих мерах предосторожности при сборке и эксплуатации, несоблюдение этих мер предосторожности может привести к повреждению оборудования или даже к личной травме.
- Если какие-либо комплектующие детали не были поставлены вместе с принтером, обратитесь к персоналу по послепродажному обслуживанию с просьбой дополнительной отправки!
- При снятии модели с печатающей платформы будьте осторожны, чтобы острый предмет или инструмент не порезал пальцы.
- В экстренных случаях отключите питание 3D-принтера Anycubic напрямую. В 3D-принтере Anycubic работают быстро движущиеся детали, поэтому будьте осторожны, чтобы не защемить руки.
- Разместите 3D принтер Anycubic и его комплектующие в недоступном для детей месте.
- Используйте 3D принтер Anycubic в просторном и хорошо проветриваемом помещении.
- Если 3D-принтера Anycubic не будет использоваться в течение длительного времени, предпринимайте защитные меры от дождя и влаги для него .
- Рекомендуемая температура окружающей среды составляет от 8°С до 40°С, а влажность составляет от 20% до 50%. Работа принтера при температуре и влажности за этими пределами может привести к ухудшению качества печати. Кроме того, на принтер не должны попадать прямые лучи солнца.
- Если у вас возникнут какие-либо вопросы, обратитесь в нашу компанию CLUB3D_CLUB для консультации.
Общий вид принтера
Упаковочный лист

Параметры принтера
Параметры печати
Система: Photon Mono M5s
Операция: 4,3-дюймовый резистивный экран
Слайсер: AnycuЬic Photon Workshop (также совместимо с другим программным обеспечением)
Способ подключения: USB-накопитель, Wi-Fi
Другие спецификации
ЖК-экран: 10,1-дюймовый 12К
Технология для источника света: Матричный светодиодный свет
Разрешение ХУ: 11520 * 5120
Точность по оси Z: 0,01мм
Толщина слоя: 0,01~0,15мм
Физические параметры
Размеры: 290 мм(д) * 270 мм(Ш) * 460 мм(В)
Объем печати: 218,88 мм(д) * 122,88 мм(Ш) * 200 мм(В)
Масса принтера: 8,9кг
Вай-Фай
Диапазон частот: 2,4 ГГц (2,4ОО~2,4835 ГГц)
Режим работы: Режим АР, STА, режим AP+STА
Рекомендуемые параметры печати
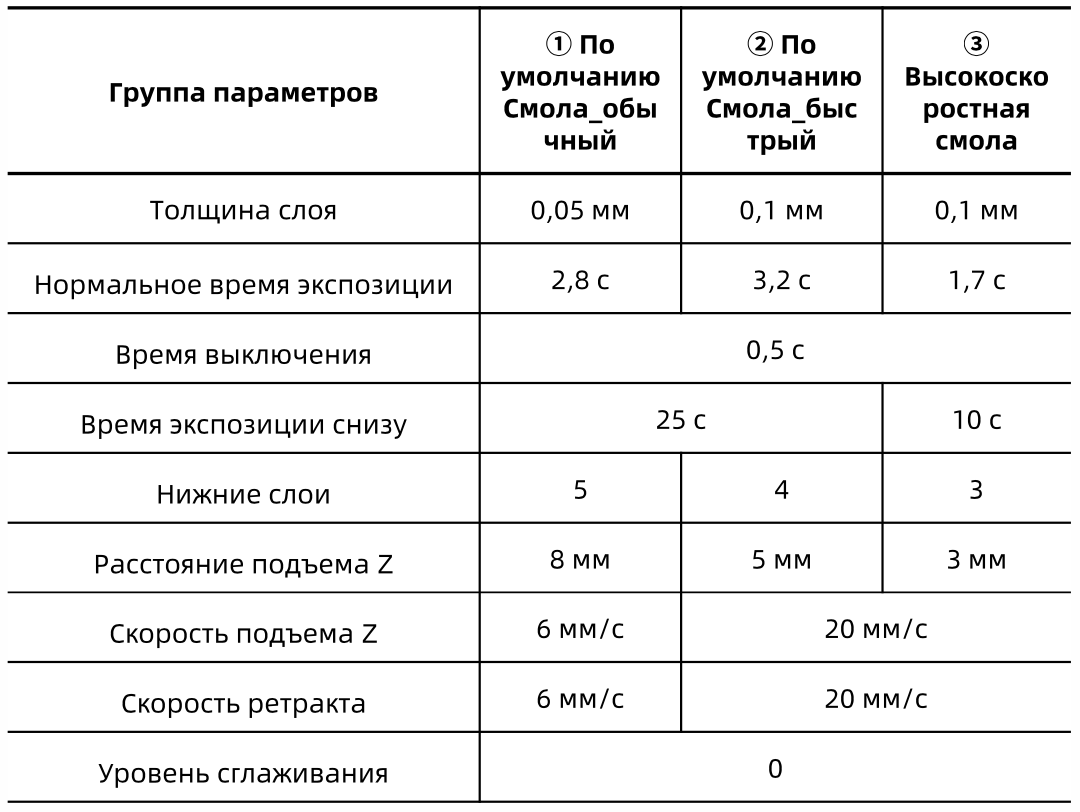
Обратите внимание:
1. Если для объекта печати требуется высокая точность, выберите группу 1 и измените уровень сглаживания краев на 16, а размытие изображения - на 3.
2. При установке групп 2 и 3 скорость печати при тестировании корпусов может значительно увеличиться. Для успешной печати и оптимальной скорости печати не изменяйте параметры случайным образом.
3. Группы 2 и 3 используются для печати моделей, толщина выемки которых составляет не более 2 мм.
4. При выборе групп 2 и 3 необходимо использовать высокоскоростную разделительную пленку 3-го поколения, предоставленную этим принтером, во избежание ошибок печати. Пленка может быть использована для печати 30.000 слоев.
Описание функции сенсорного экрана
Главное меню
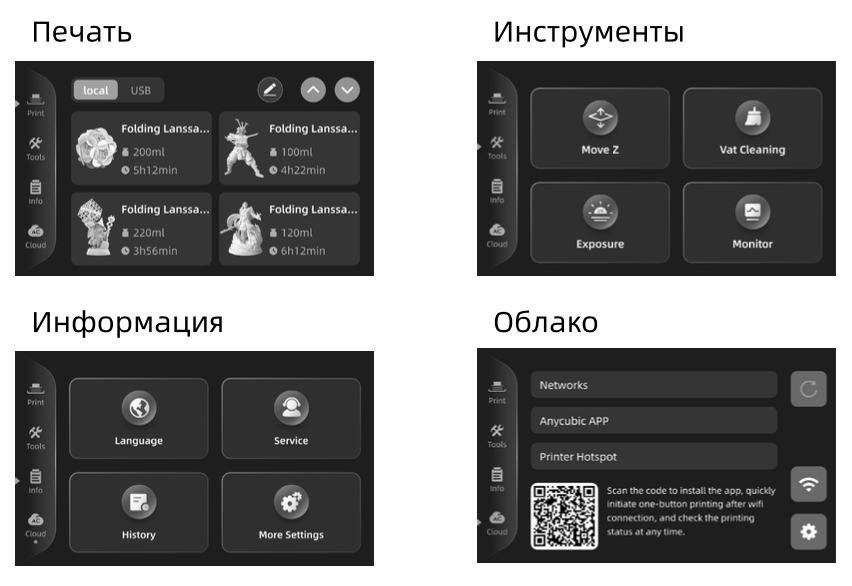
Печать:
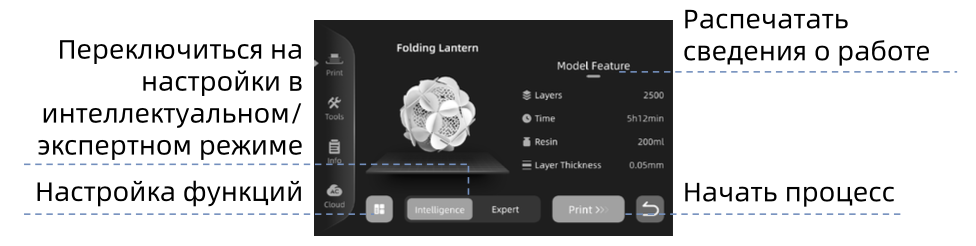
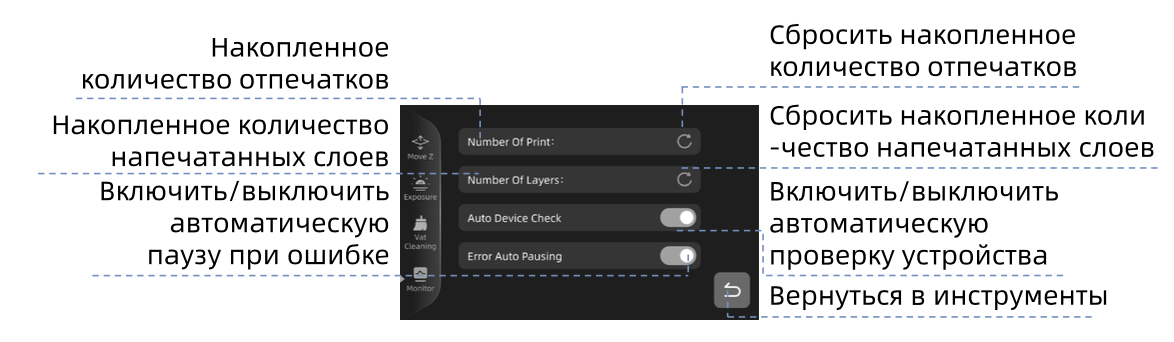
Инструменты
Перемещение по оси Z:
Экспозиция:
Очистка емкости:
Отслеживание:
Информация
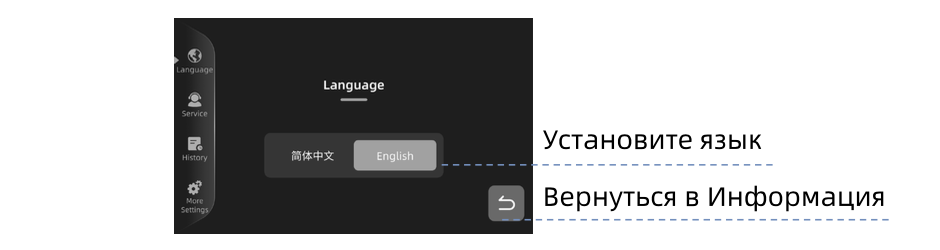
Язык
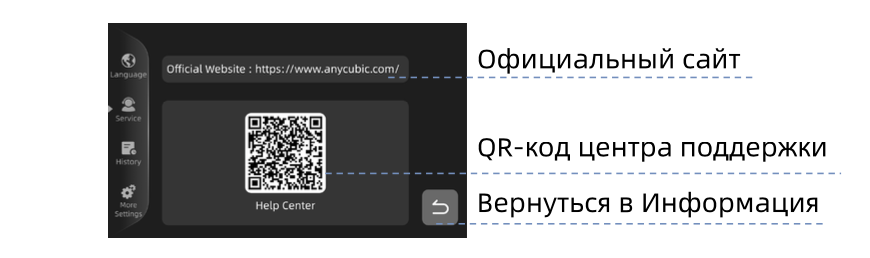
Сервис
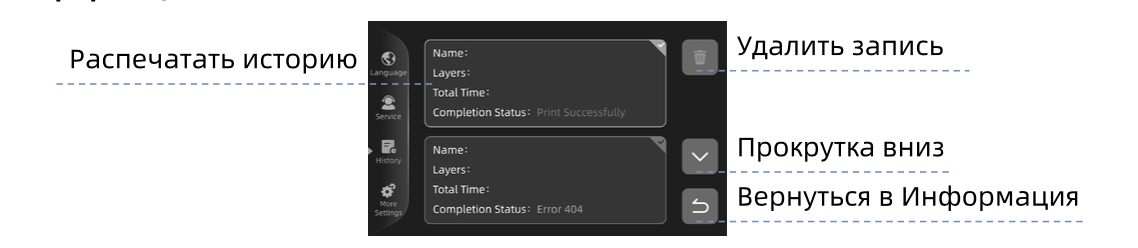
Информация
Дополнительные настройки
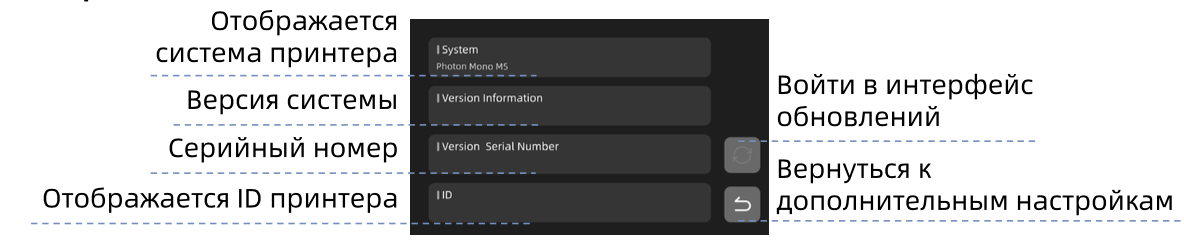
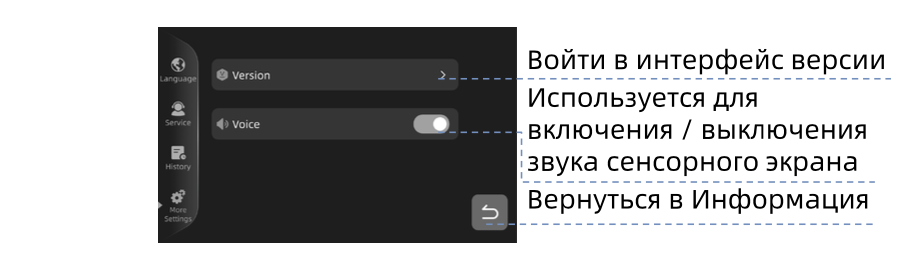
Версия
Облако
Подготовка к печати
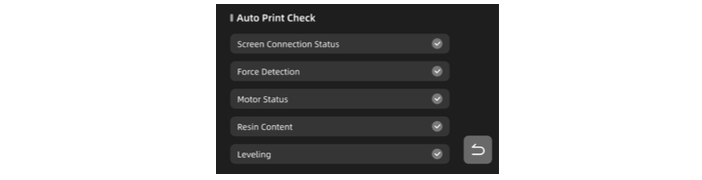
1. Включите принтер и дождитесь автоматической проверки устройства. Принтер автоматически проверяет аппаратное обеспечение, что поможет устранить неполадки и уменьшить количество сбоев при печати. При возникновении ошибки на принтере появится QR-код ошибки. Отсканируйте код и следуйте инструкциям.
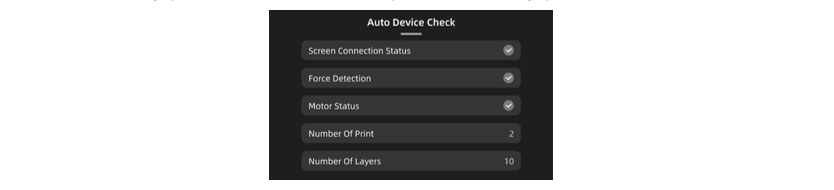
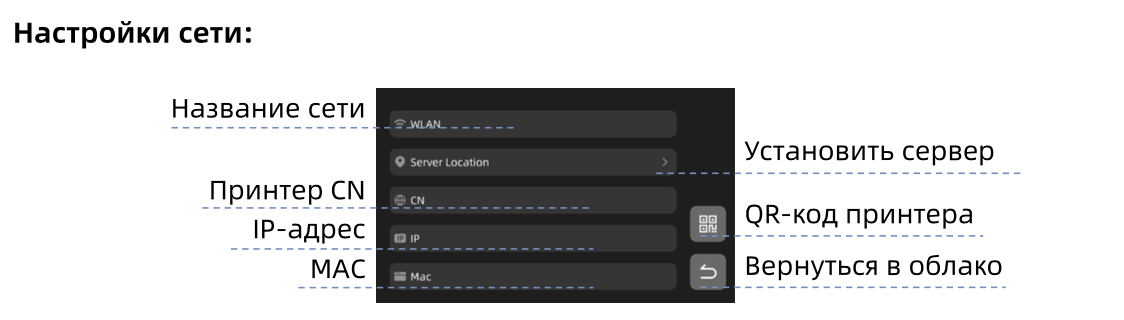
Подключение к ЖК-экрану
Проверьте подключение к ЖК-экрану во избежание экспозиционной погрешности в связи с низким качеством соединения.
Определение силы
Проверьте работу датчика силы, влияющего на определение объема смолы и определение выравнивания.
Подключение двигателя
Проверьте подключение двигателя, чтобы убедиться в правильности его работы.
При отключении автоматической проверки устройства принтер не будет автоматически проверять состояние оборудования.

2. Выполните операции как показано на рисунках, чтобы поднять модуль на 100мм по оси Z.

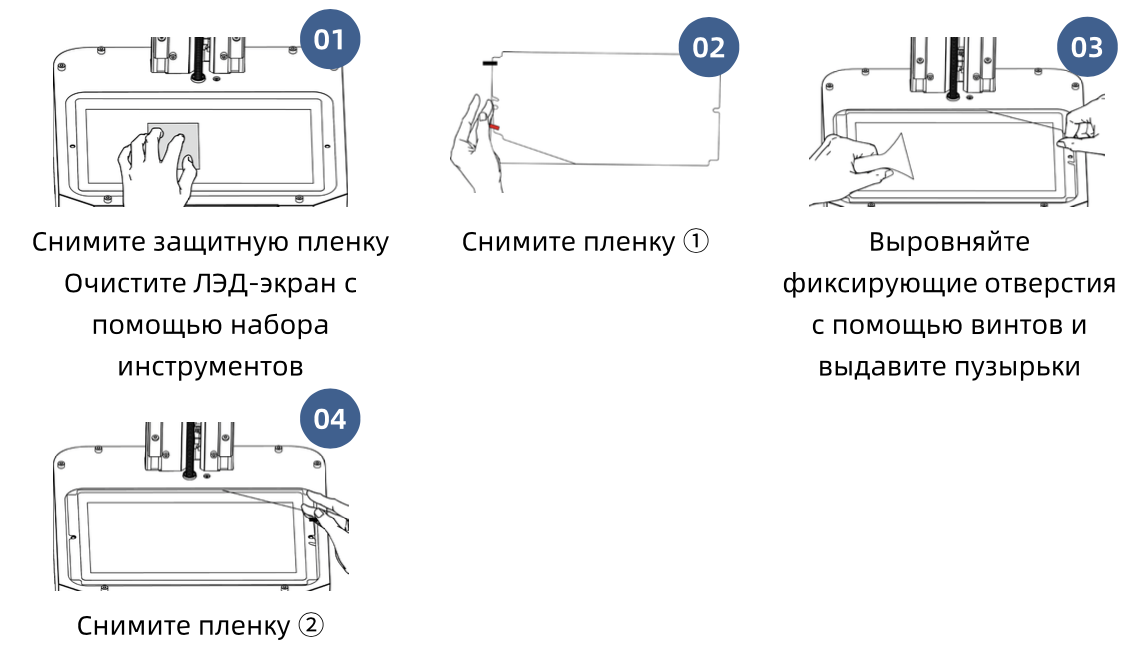
3. Установите защитную пленку.
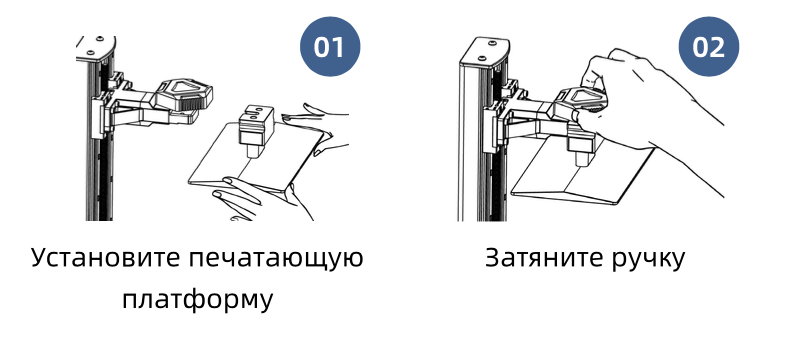
4. Установите печатающую платформу.
5. Выберите изображение с экспозицией для тестирования.
6. Установите ванну.

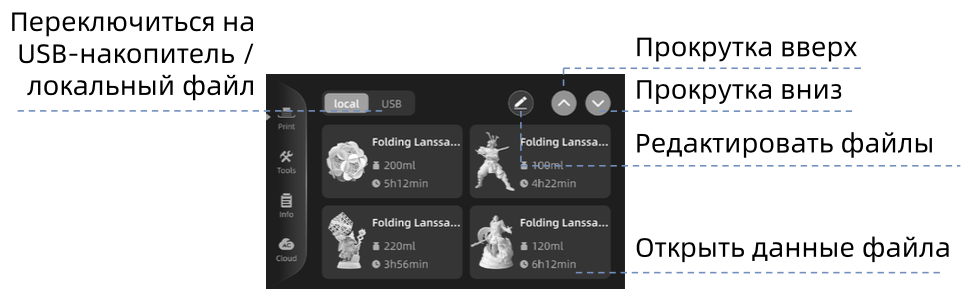
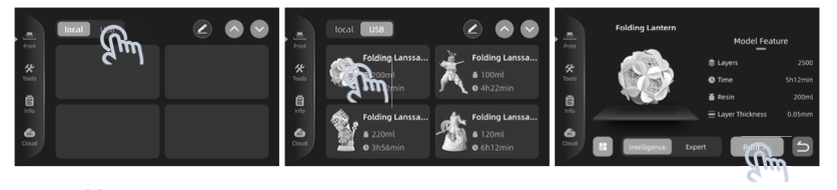
Загрузка файлов
USB
1. Используйте программное обеспечение Anycubic Photon Workshop для обработки файла 3D-модели. Программа установки и инструкции сохранены на USВ-накопителе.
2. При установке параметров в Anycubic Photon Workshop существуют три группы параметров, которые можно применить к печати с различными потребностями.
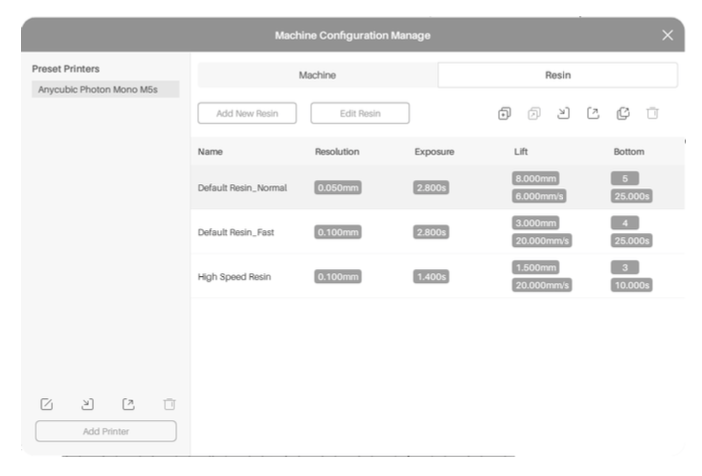
Выберите группу параметров в соответствии с личными требованиями
а) По умолчанию Смола_быстрый
Выберите эту группу при использовании смолы Anycubic с высокой скоростью печати. Толщина слоя - 0,1 мм. Это увеличивает среднюю скорость печати максимальной модели до 60 мм/ч за счет оптимизации управления движением по оси Z.
b) Высокоскоростная смола
Выберите эту группу при использовании высокоскоростной смолы Anycubic с максимальной скоростью печати. Толщина слоя - 0,1 мм. Это увеличивает среднюю скорость печати максимальной модели до 100 мм/ч за счет оптимизации управления движением по оси Z.
Примечание по использованию параметров По умолчанию
Смола_быстрый и Высокоскоростная смола:
1. Параметры используются для печати моделей, толщина выемки которых составляет не более 2 мм.
2. Необходимо использовать высокоскоростную разделительную пленку 3-го поколения, предоставленную этим принтером, во избежание ошибок печати. Пленка может быть использована для печати 30.000 слоев.
с) По умолчанию Смола_обычный
Выберите эту группу при использовании смолы Anycubic с обычной скоростью печати. Для этой группы параметров также доступен интеллектуальный режим.
- Интеллектуальный режим
Программное обеспечение может установить нормальную продолжительность экспонирования путем анализа характеристики модели для повышения вероятности успешной печати и улучшения эффекта печати.
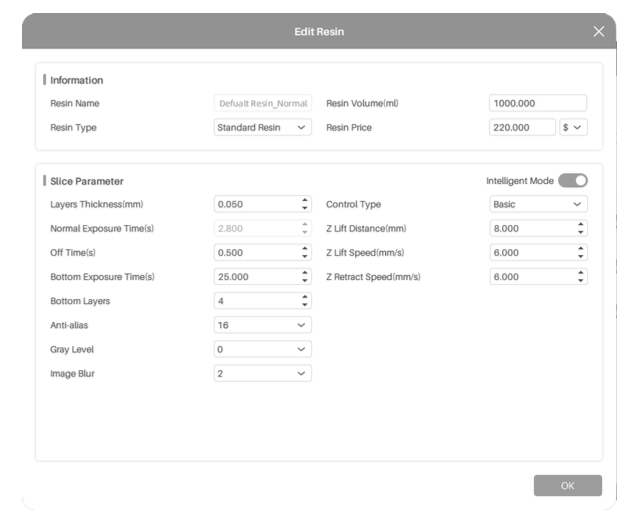
- Экспертный режим (отключает интеллектуальный режим)
Установите параметры слайса в соответствии с личными потребностями.
Если при слайсинге (А) включен интеллектуальный режим, то перед печатью можно перейти в экспертный режим. Если при слайсинге (Б) отключен интеллектуальный режим, то изменить режим нельзя.

3. Сохраните файл со слайсами на usв-накопитель.
4. Затем вставьте USВ-накопитель в принтер.
Меры предосторожности:
1) Рекомендуется использовать USВ-накопитель, поставляемый вместе с принтером. Если используется другой usв-накопитель, убедитесь, что емкость usв-накопителя не превышает 32Г, и поддерживает формат FAT/FAT32.
2) Разместите файлы для печати в корневой каталог USВ-накопителя, чтобы предотвратить ошибки при чтении файлов.
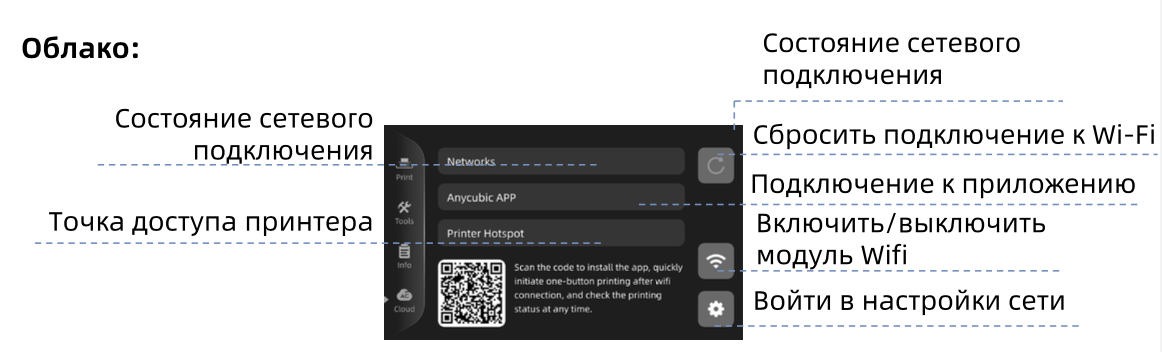
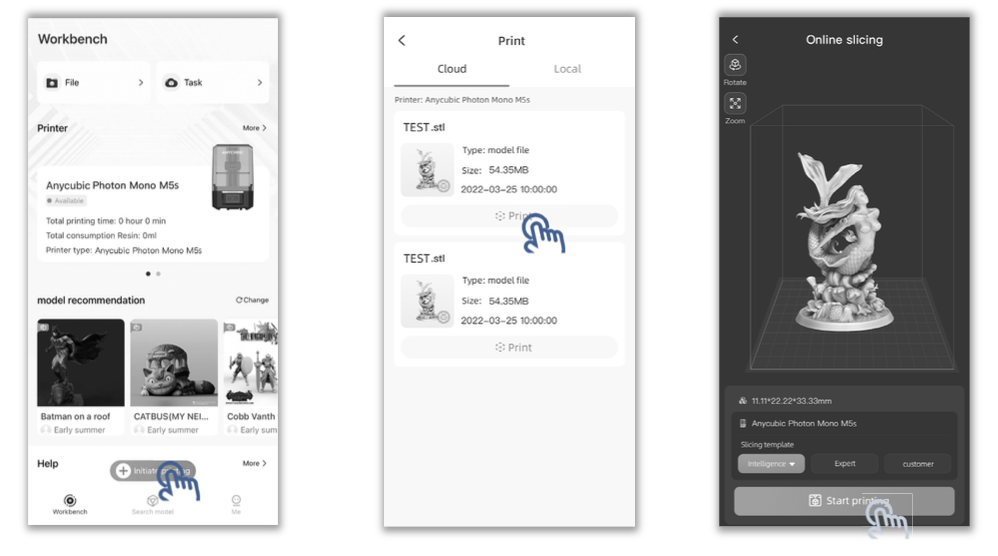
Облако
Сначала подключите принтер к приложению Anycubic для удаленной загрузки и мониторинга.
1. Проверьте, является ли сервер глобальным. Если нет, нажмите, чтобы переключиться на глобальный сервер, и дождитесь перезагрузки принтера.

2. Сбросьте подключение к Wi-Fi.

3. Найдите «Anycubic» в Арр Store или Gootge Ptay или отсканируйте QR-код на принтере, чтобы загрузить приложение «Anycubic». Затем зарегистрируйтесь и войдите в систему.
4. Добавьте принтер в приложение «Anycubic».
5. Подключитесь к точке доступа принтера.
6. Вернитесь в приложение, подключите принтер к сети.
Обратите внимание:
1) Необходимо разрешить использование местоположения и локальной сети во время подключения.
2) Проверьте подключение к точке доступа принтера во время подключения к сети во избежание сбоя подключения.
7. Принтер успешно добавлен. Найдите модель или загрузите файлы модели.
Найти модель
Загрузить файлы модели
Подключения к облаку устранение неполадок
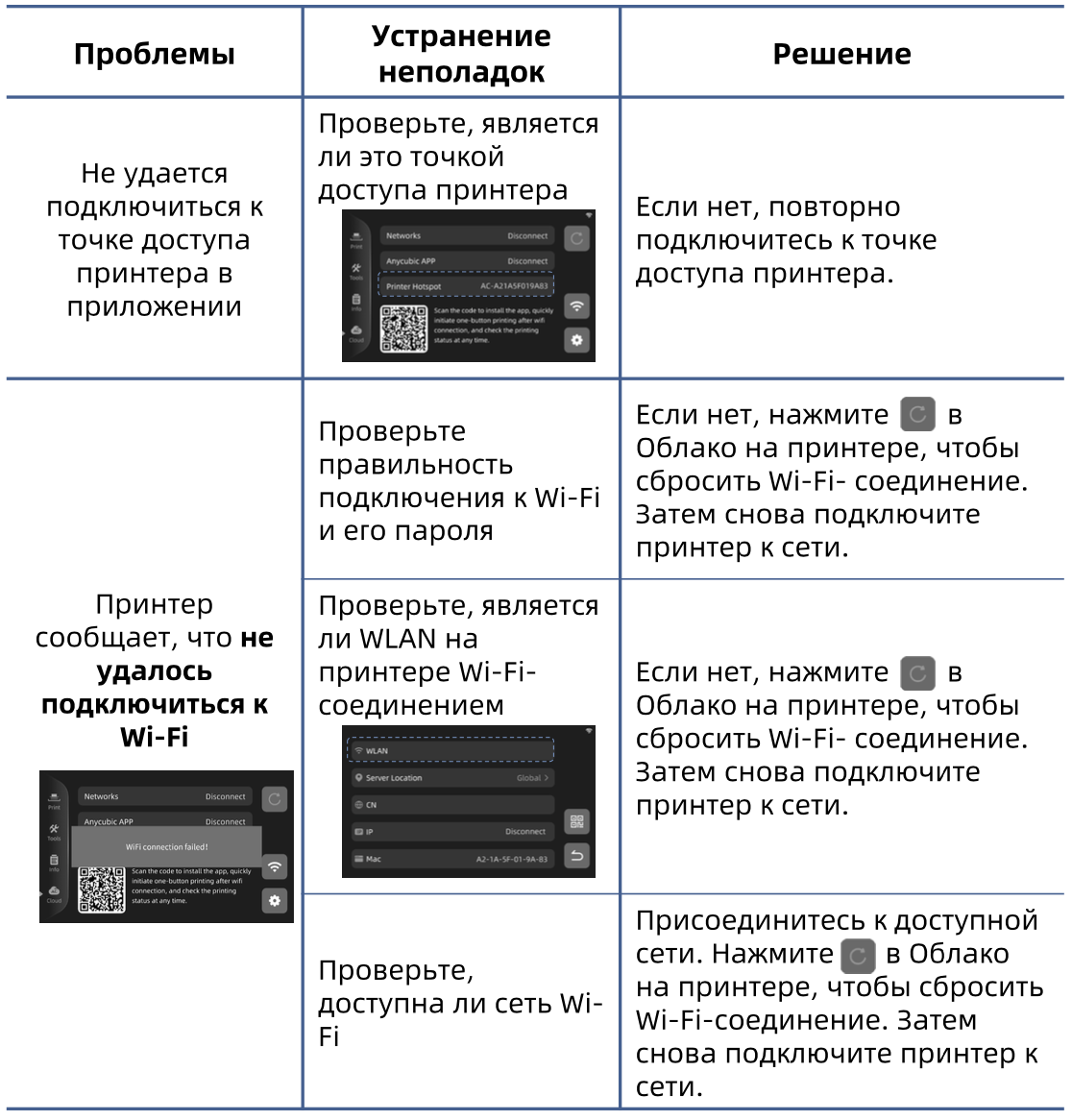
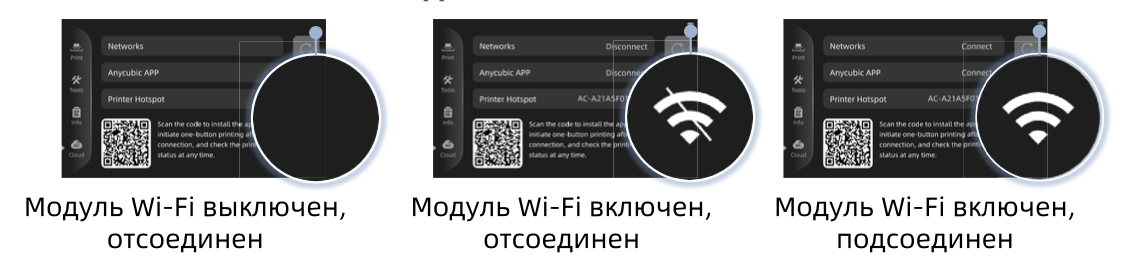
Состояние сетевого подключения
Печать тестовой модели
* Разделительная пленка на емкости является расходным материалом. Пожалуйста, обратите внимание на состояние пленки на сенсорном экране и своевременно замените пленку.
Перед и после каждой печати тщательно проверяйте разделительную пленку на наличие повреждения, серьезных вмятин, также проверяйте, вытекала ли смола на экран через пленку, если выявлены вышеуказанные явления, своевременно заменяйте на новую разделительную пленку, чтобы предотвратить повреждение принтера.
1. Сначала наденьте маску и перчатки (не допускается непосредственно касаться к смоле незащищенной кожей), затем медленно залейте смолу в ванну, обращая внимание на то, чтобы смола не поднялась выше отметки максимальноrо уровня на ванне.
2. Печать файла.
- Файл usв-накопителя
- Удаленная печать
1) Перед каждым заданием на печать принтер проверяет состояние оборудования, объем смолы и выравнивание. При возникновении ошибки на принтере появится QR-код ошибки. Отсканируйте код и следуйте инструкциям.
Смола
Проверьте достаточность объема смолы в емкости для завершения задания на печать. Как правило, требуемый объем смолы немного превышает объем смолы, рассчитанный программным обеспечением-слайсером. При появлении сообщения о недостаточности объема смолы добавьте смолу и проверьте еще раз.
Выравнивание
Проверьте выравнивание во избежание сбоя печати, вызванного разделением слоев или другими ошибками.
2) Во время печати принтер автоматически отслеживает условия, которые могут привести к сбою печати, и уведомляет клиентов об ошибке в случае израсходования смолы или даже повреждения принтера. При обнаружении принтером нестандартного состояния он автоматически останавливает задание на печать и отображает отчет об ошибке. Проверьте файл со слайсами и модель в соответствии с отчетом.
Обнаружение отсутствия прилипания в нижней части
Отслеживает состояние модели, чтобы она не прилипала к платформе для печати.
При обнаружении принтером, что модель не прилипает к платформе, проверьте продолжительность экспонирования файла.
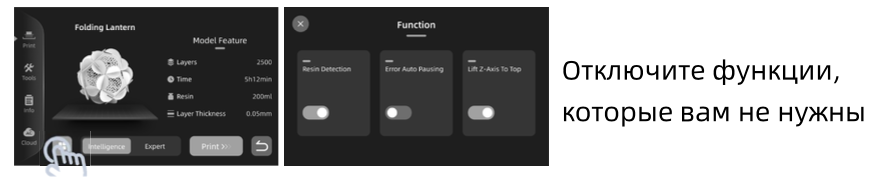
Можно отключить обнаружение смолы и автоматическую паузу при ошибках, после чего принтер остановит запрос.
3. Когда печать закончена, фотополимер может частично застыть в емкости. Пожалуйста, установите режим очистки и удалите остатки.

4. Обработка модели и удаление остатков
- После завершения печати, когда остатки смолы на платформе перестанут капать, снимите платформу. Затем, отделите модель от платформы шпателем, очистите модель этанолом с концентрацией 95% (или другим чистящим средством), чтобы удалить оставшуюся жидкую смолу от поверхности модели. После того, как очищенная модель высушена, выполните постотверждение и другие операции для модели.
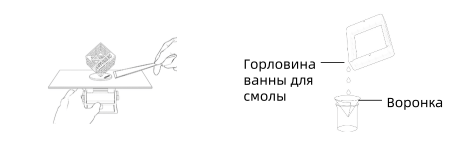
- В ванне может образуются твердые остатки смолы после каждой печати. Своевременно очистите ванну для смолы, отфильтруйте твердые остатки воронкой; в противном случае это может привести к повреждению разделительной пленки и ЖК-экрана. Если принтер пока не будет использоваться, рекомендуется хранить смолу в темной герметичной емкости.
Определение оптимального времени экспозиции смолы
«R_E_R_F» - сокращение Resin Exposure Range Finder, файл R_E_R_F может использоваться для определения оптимального времени экспозиции смолы разных марок при разных температурах окружающей среды.
1. Импортируйте файл R_E_R_F с USВ-накопителя в программу, в данном файле имеются 8 пронумерованных моделей. Время экспозиции для модели №1 равно «Normat exposure time (s)» в настройках слайсера, время экспозиции для остальных моделей будет последовательно увеличиваться с шагом 0,25 с.
Модели пронумерованы соответствующей цифрой
2. Настройте нормальное время экспозиции в файле RERF, т.е. изменение времени экспозиции модели № 1 в соответствии с рекомендуемым временем экспозиции для используемой смолы. Исходя из этого, время экспозиции других моделей последовательно увеличивается с шагом 0,25 с.
3. После окончания печати снимите и очистите модель. Сравните результаты печати моделей различных номеров, затем выберите время экспозиции модели соответствующего номера в качестве параметра печати в соответствии с конкретными требованиями к модели. Возьмем в качестве примера моделей А и В.
- В модели А создано больше отверстий, если проводится печать при этой настройке, использованной при печати модели А, напечатанная модель будет иметь высокую точность, однако, риск неудачной печати остается высоким.
- В модели А имеется больше удачных опор, если проводится печать при настройке, использованной при печати модели В, будет получаться высокий процент удачных отпечатков; Соответственно, точность печать может снизиться. Эта настройка подходит для печати модели, которой требуется невысокая точность.
Кроме того, также можно сравнить эффект моста, количество опор и др., чтобы найти подходящую настройку параметра экспозиции. Если не получается оптимальный эффект печати для всех этих 8 моделей, рекомендуется снова настроить нормальное время экспозиции в файле, чтобы найти подходящий диапазон настроек.
Обратите внимание: «R_E_R_F» является ключевым именем файла, принтер будет распознавать только это имя при включении данной функции, поэтому не изменяйте его, и не называйте любой другой файл именем «R Е R F».
Распространенные проблемы
Модель не прилипает к платформе
- Время экспозиции базовых слоев недостаточно, увеличите время экспозиции.
- Площадь контакта дна модели с платформой мала, добавьте плот.
- Платформа не должным образом выровнена (толщина напечатанного слоя слишком велика, или платформа не горизонтальна).
Расслоение и растрескивание модели
- Принтер встряхивался при печати.
- Разделительная пленка ослаблена из-за длительного использования, замените ее.
- Печатающая платформа или ванна смолы ненадежно закреплена.
- Скорость подъема слишком велика.
- Не созданы отверстия на стенках полостей модели.
Сдвиг слоя или деформация модели
- Проверьте, достаточны ли поддержки.
- Уменьшите скорость подъема.
Флоксы, похожие на водоросли, прилипают к ванне или модели
- Это вызвано переэкспонированием. Уменьшите время экспозиции базовых слоев и нормальное время экспозиции.
Техническое обслуживание принтера
Техническое обслуживание ванны
- Удаление оставшейся смолы от разделительной пленки: Пожалуйста, установите режим очистки и удалите остатки. Не соскребайте смолу от разделительной пленки острым предметом, чтобы не повредить ее.

- Замена разделительной пленки: пользователи могут просмотреть накопленное количество отпечатков и напечатанных слоев в интерфейсе состояния принтера, своевременно замените разделительную пленку в соответствии с реальной ситуацией, чтобы не ухудшить эффект печати и не вызвать утечку смолы.
- Если принтер не будет использоваться в течение 48 часов, фильтруйте смолу, затем храните фильтрованную смолу в темной герметичной емкости.
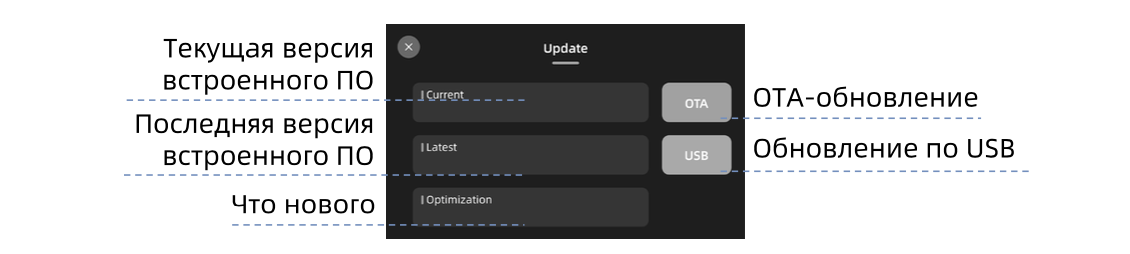
Обновление встроенного ПО
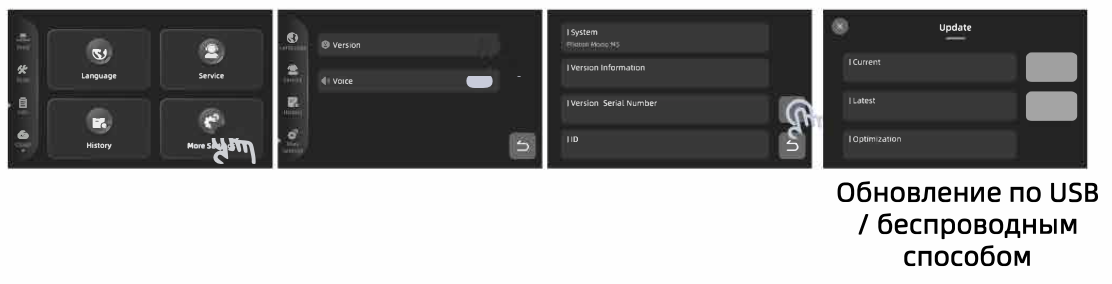
Проверьте наличие необходимости обновления для текущего встроенного ПО. «Оптимизация» показывает, что нового появилось в последней версии встроенного ПО.
- Обновление по USB: посетите официальный веб-сайт, чтобы загрузить программу установки и сохранить ее на USВ-накопитель. Затем вставьте USВ-накопитель в принтер для совершения обновления.
- ОТА-обновление: при подключении к сети проведите обновление беспроводным способом.
Техническое обслуживание оси Z
Если слышен ненормальный шум трения от оси Z при печати, нанесите соответствующее количество смазки на резьбовой стержень оси Z.
Очистка принтера
- Очистка печатающей платформы: очистите бумажной салфеткой или промойте этанолом.
- Защита ЖК-экрана: если на защитной пленке ЖК-экрана оставляется отверженная смола, своевременно замените защитную пленку.
- Очистка корпуса принтера: очистите этанолом.
Еще раз наша команда CLUB3D благодарит вас за выбор продукции Anycubic! Мы обеспечиваем гарантийный срок на принтеры и их комплектующие до одного года. Если у вас возникает какая-либо проблема, посетите веб-сайт (https://www.club3d.club/about/zayavka-na-remont/), чтобы оставить заявку и связаться со службой технической поддержки. Наша квалификационная техническая команда по послепродажному обслуживанию поможет вам во всем разобраться.
Изображения продукта представлены исключительно в качестве наглядного иллюстрирования. При работе с устройством обращайтесь к реальному изделию.
Благодарим Вас за выбор продукции ANYCUBIC!
Если вы приобрели принтер ANYCUBIC или знакомы с технологией ЗD-печати, мы все же ре комендуем вам внимательно прочитать это руководство. Меры предосторожности и метод эксплуатации, приведенные в этом руководстве, могут помочь во избежании неправильно й установки и эксплуатации. Посетите https://www.club3d.club/about/contacts/ ,чтобы связаться с нами, если у вас есть какие-либо вопросы. Либо посетите центр поддержки ANYCUBIC, где вы также можете получить дополнительную информацию, программное обеспечение, видео или модели с веб-сайта.

Центр поддержки CLUB3D_CLUB

Центр поддержки ANYCUBIC
Команда CLUB3D при поддержке ANYCUBIC
*Авторские права на настоящее руководство принадлежат ООО Шэньчжэньской технологической компании «Anycubic», оно не может быть перепечатано без разрешения.
Общий вид принтера
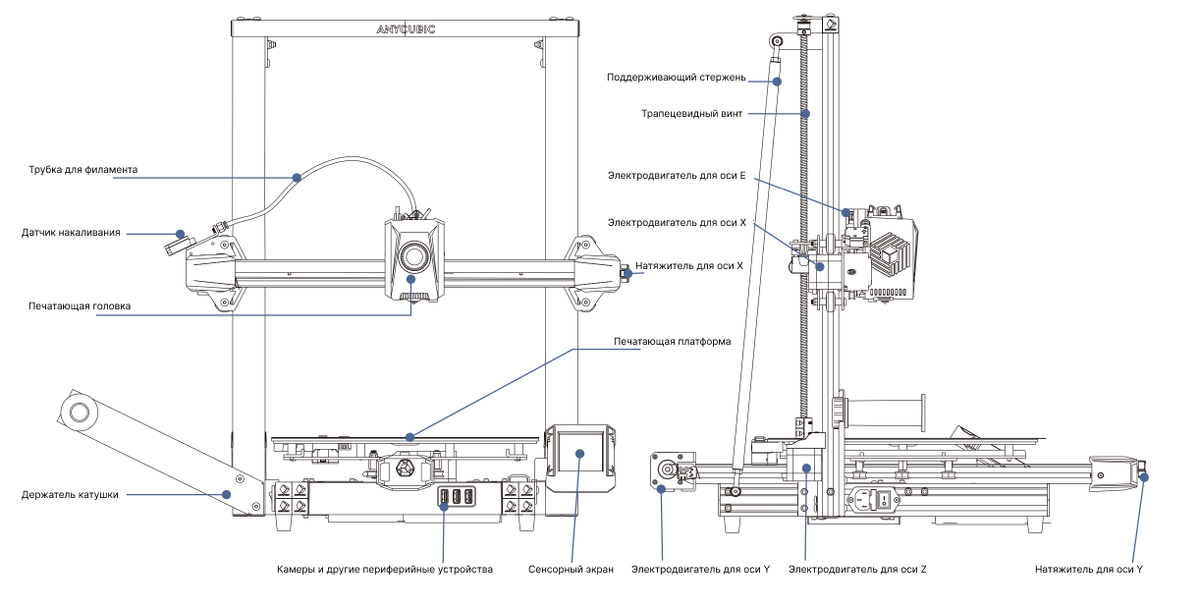
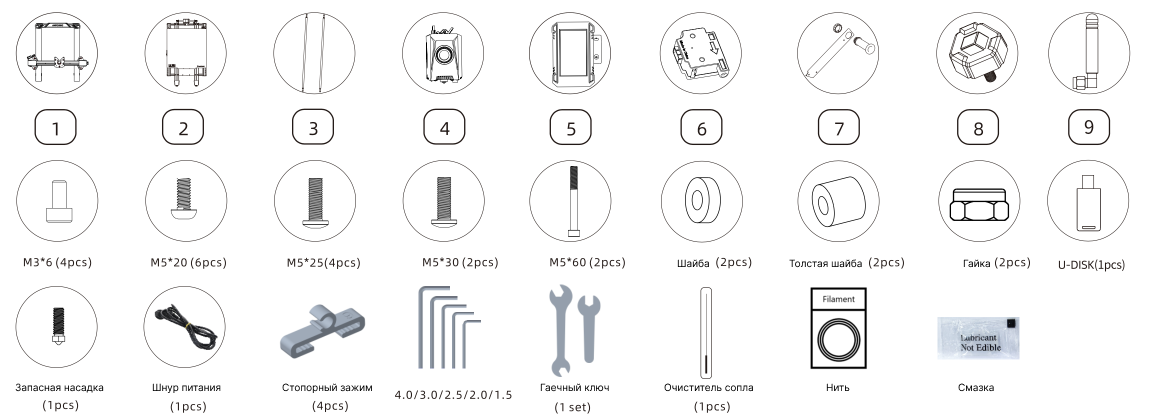
Упаковочный лист
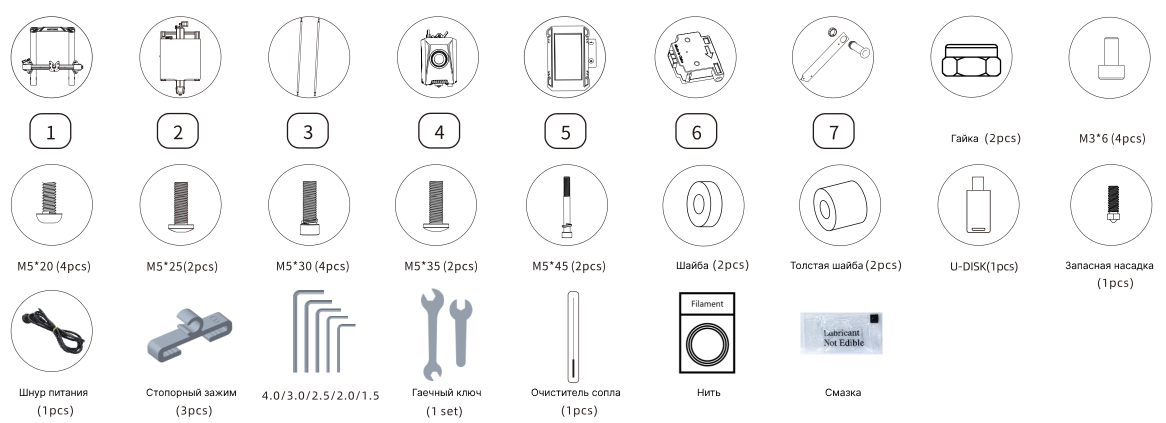
Следующие аксессуары и изображения представлены исключительно для ознакомительных целей. При работе с устройством обращайтесь к реально полученному изделию.
Параметры принтера
Параметры печати
Технология: FDM (Моделирование методом послойного направления)
Объем печати: 320мм (Д) х 320мм (Ш) х 400мм (Н)
Толщина слоя: 0,05-0,3мм
Точность позиционирования: Х/Y/Z 0,0125/0,0125/0,0025мм
Количество экструдеров: один
Диаметр сопла: 0,4мм
Поддерживаемые материалы: PLA/TPU/PETG/ABS и т.д.
Температура
Температура окружающей среды: 8ºС - 40ºС
Температура сопла: макс. 260ºС
Температура подогреваемой платформы: макс. 90ºС
Программное обеспечение
Слайсер: AC Slicer /Cura/PrusaSLicer
Формат ввода: STL/OBJ
Выходные выхода: GCode
Подключение: U-DISK, AC Cloud
Параметры блока питания
Мощность: 110V / 220V АС, 50/60Hz
Номинальная мощность: 400 Вт
Физические размеры
Размеры принтера: 564мм (Д) х 605мм (Ш) х 630мм (Н)
Масса нетто: ~ 13 кг
Установка машины
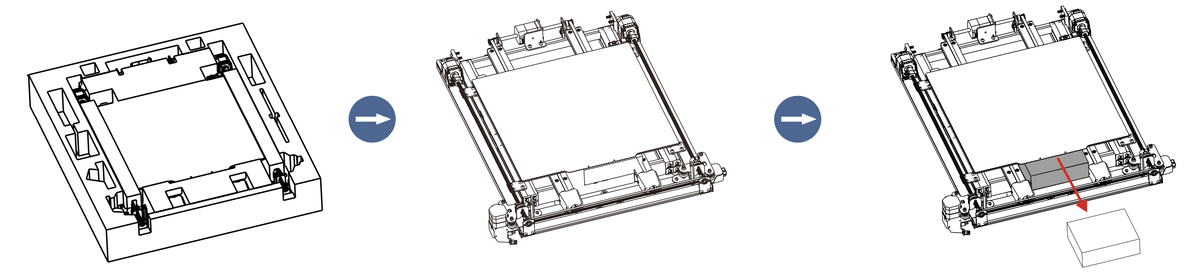
1. Распаковка
Шаг 1. Извлеките все принадлежности из упаковки, затем выньте компоненты рамы и основания и снимите пенопласт, расположенный в нижней части платформы.
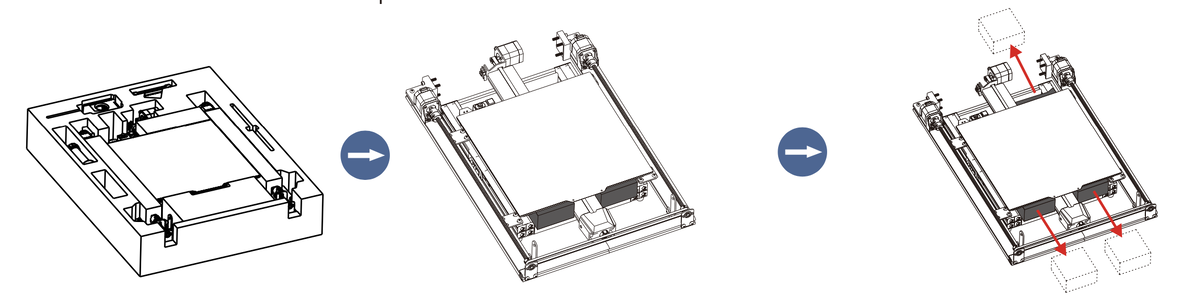
Шаг 2: Снимите 4 крепежные пластины, показанные на рисунке, а затем отделите раму от основания.
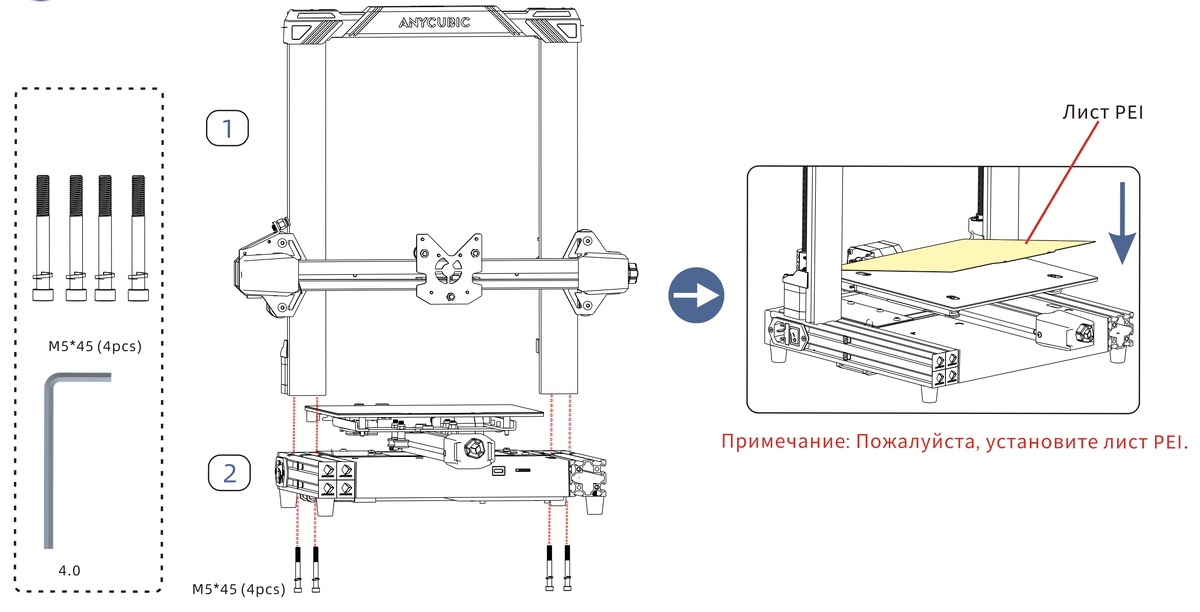
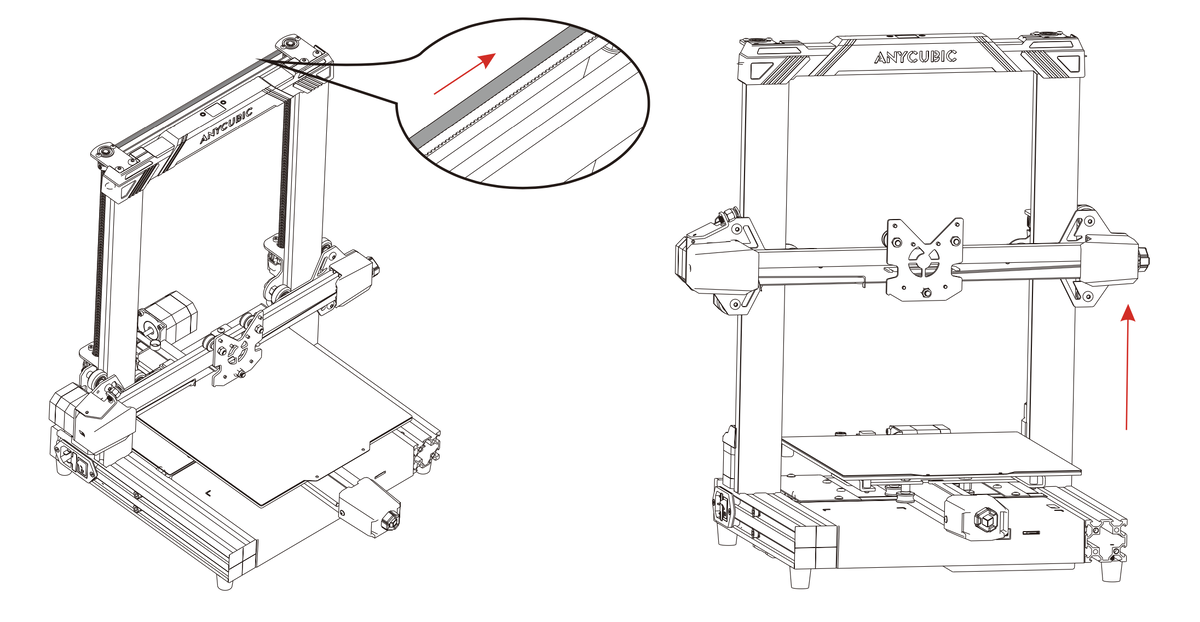
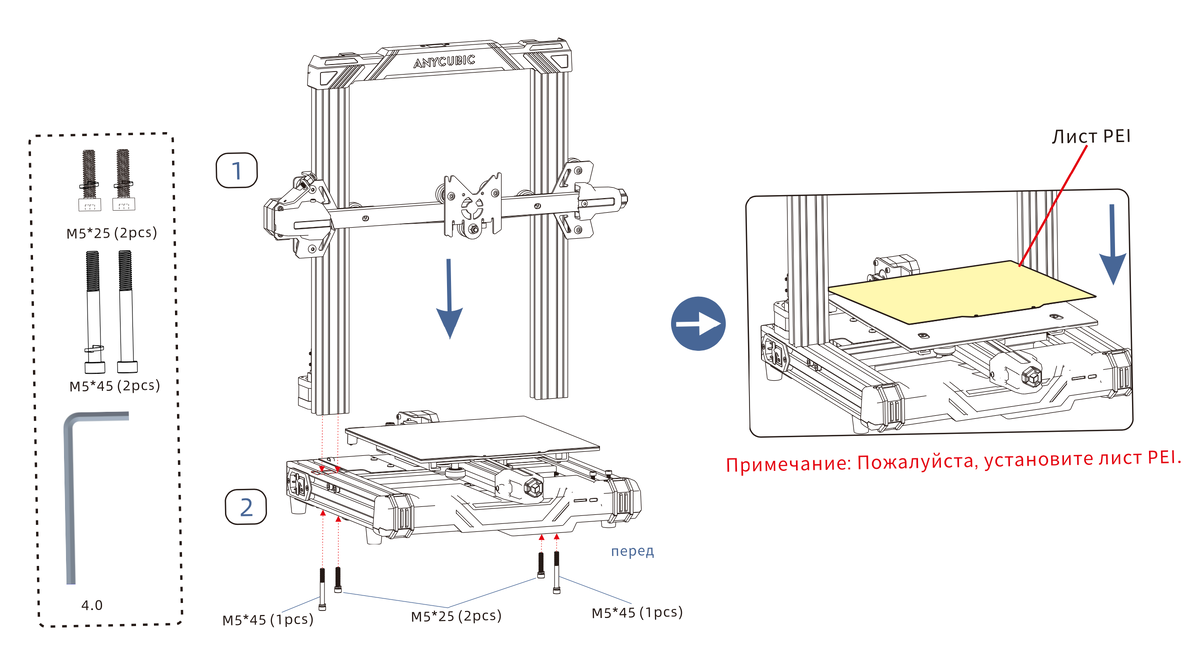
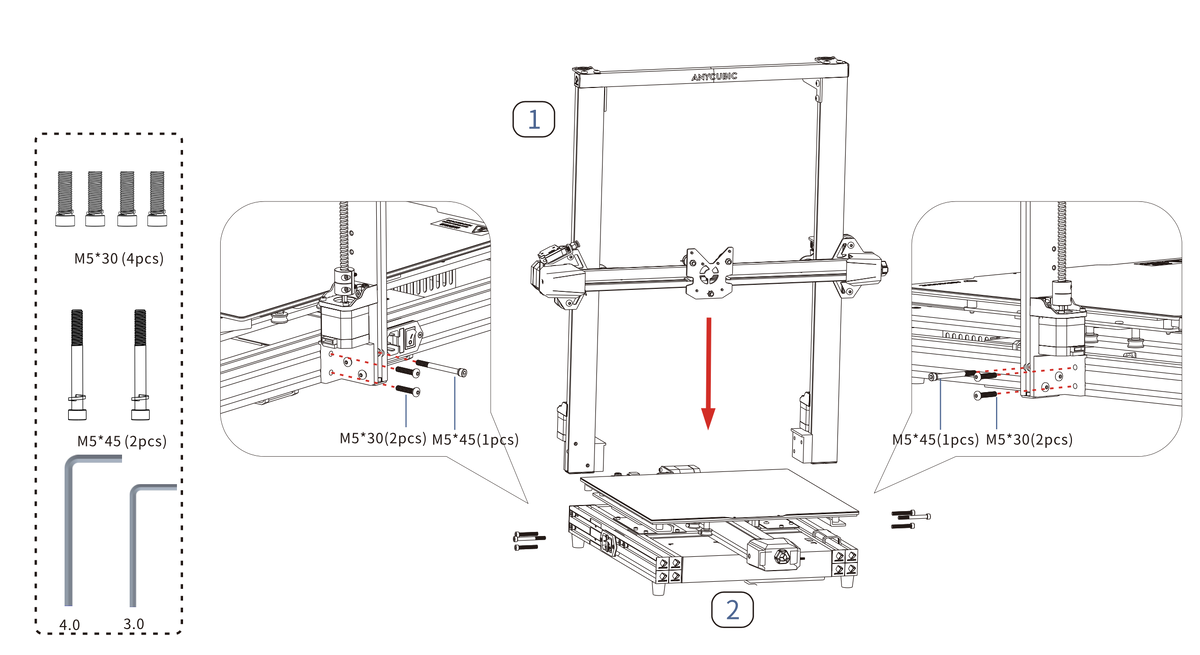
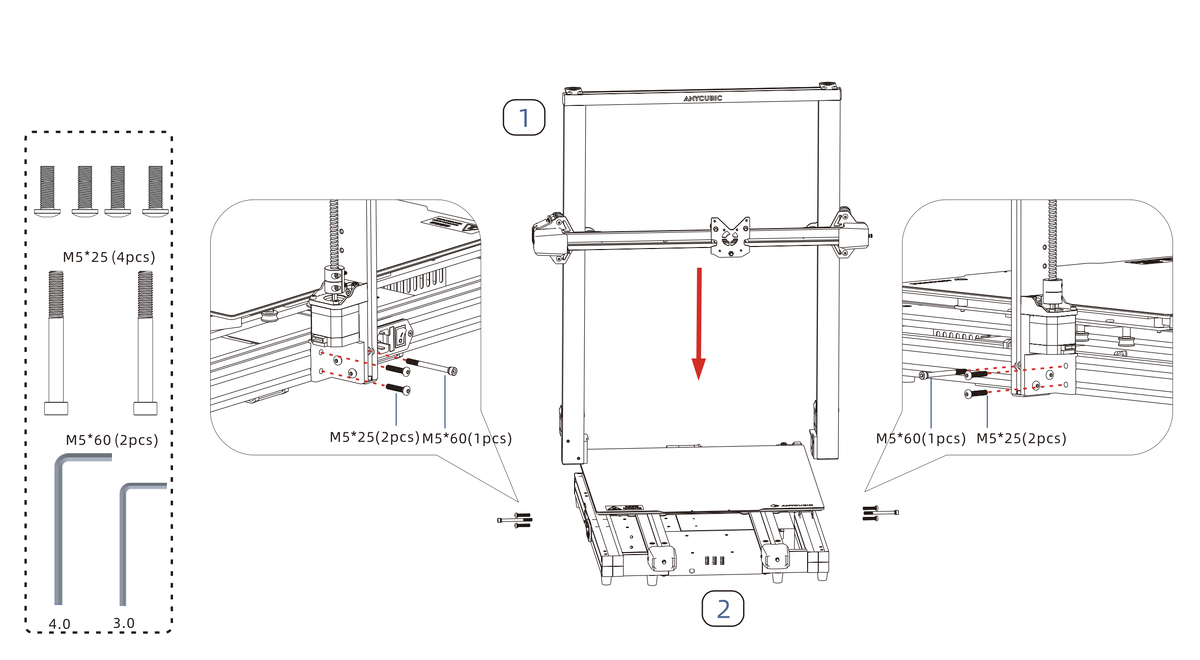
2. Установите раму
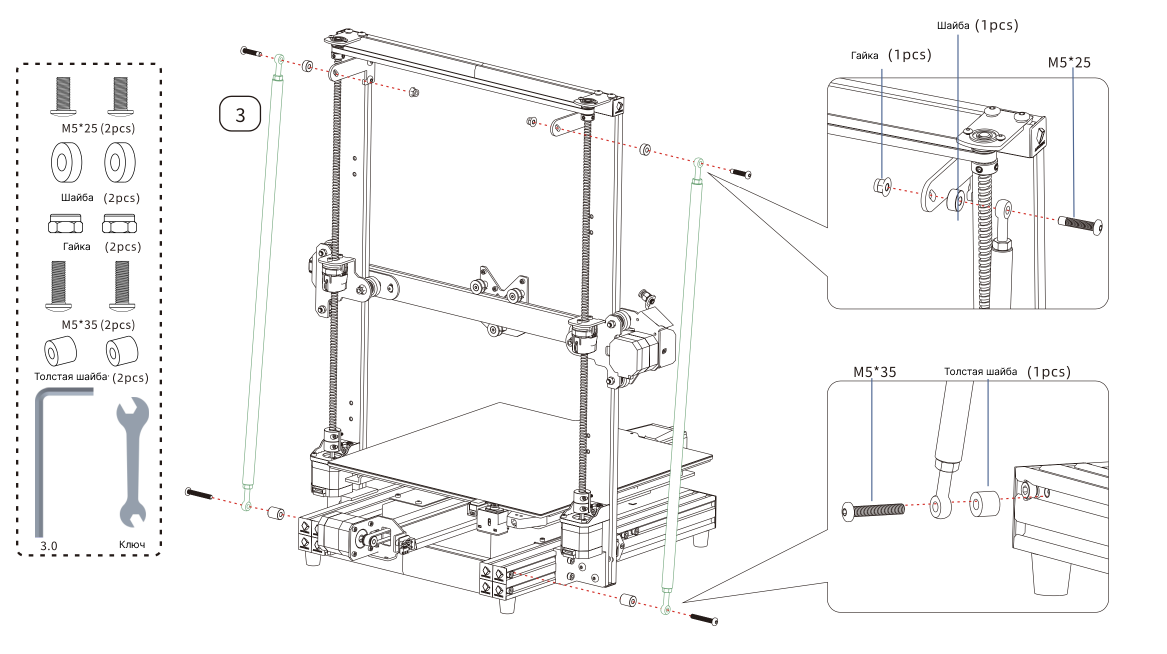
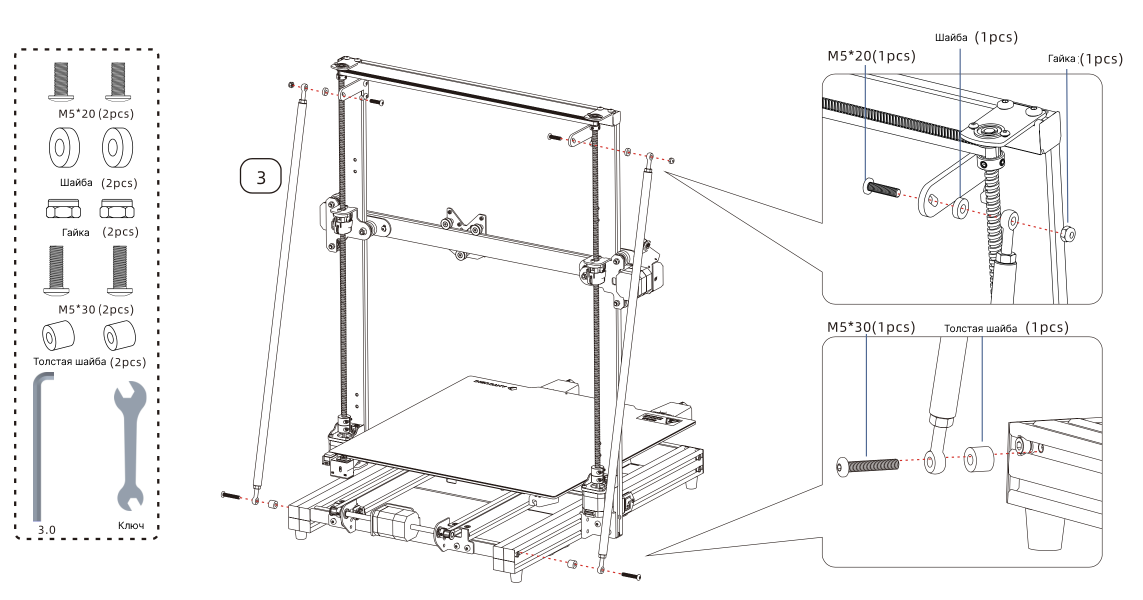
3. Установите опорный стержень
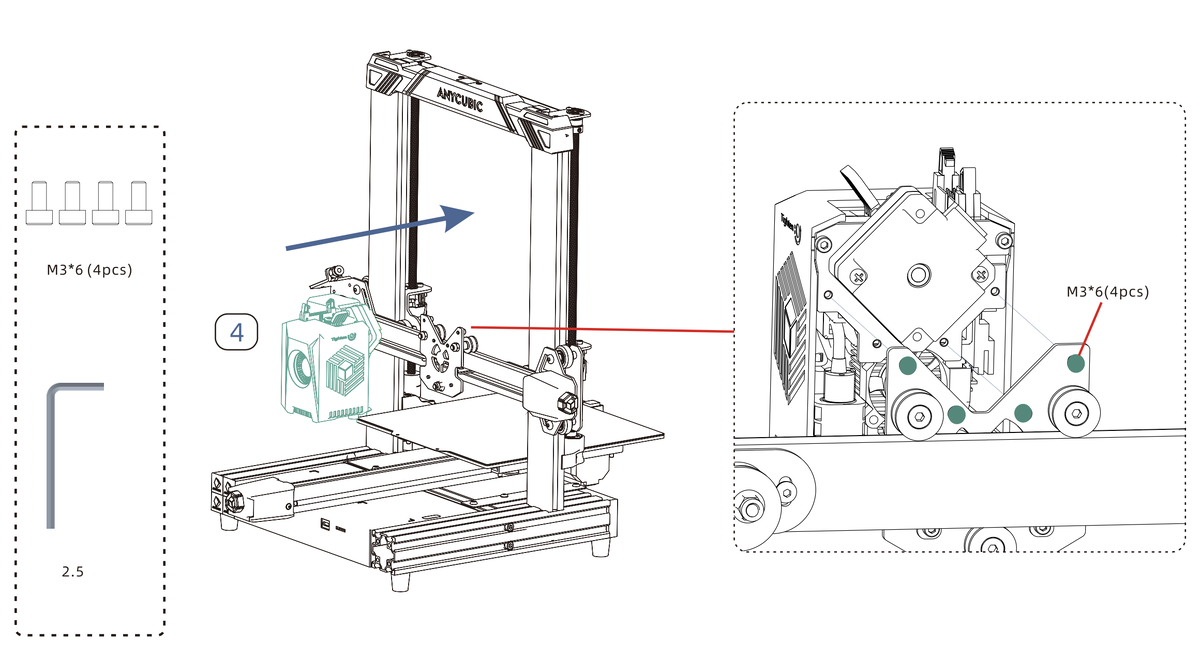
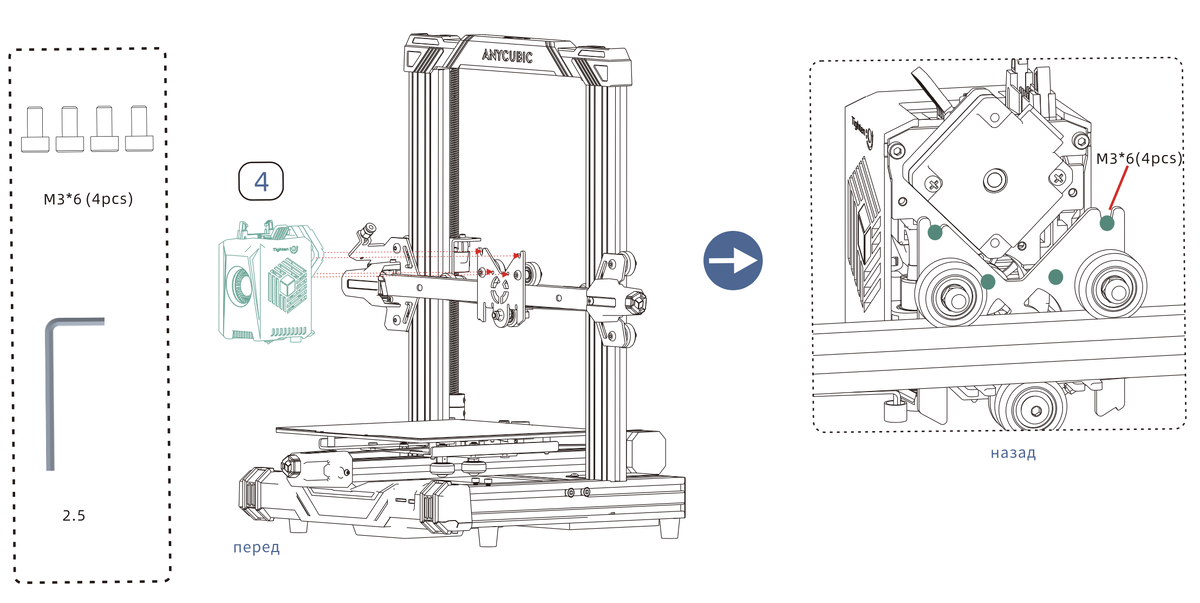
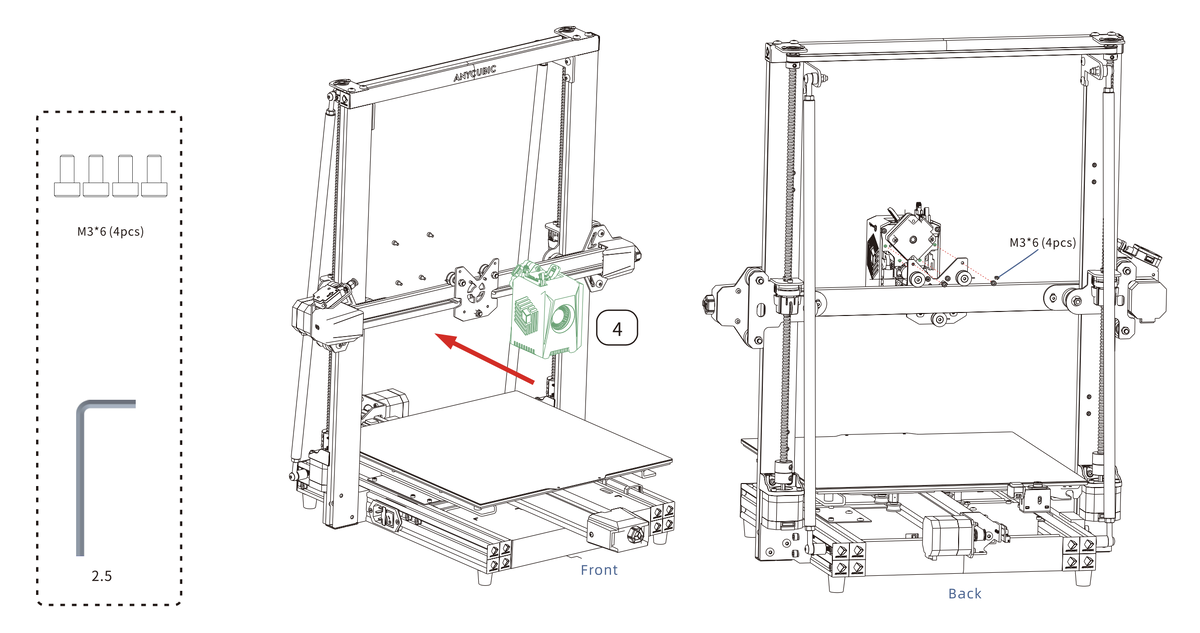
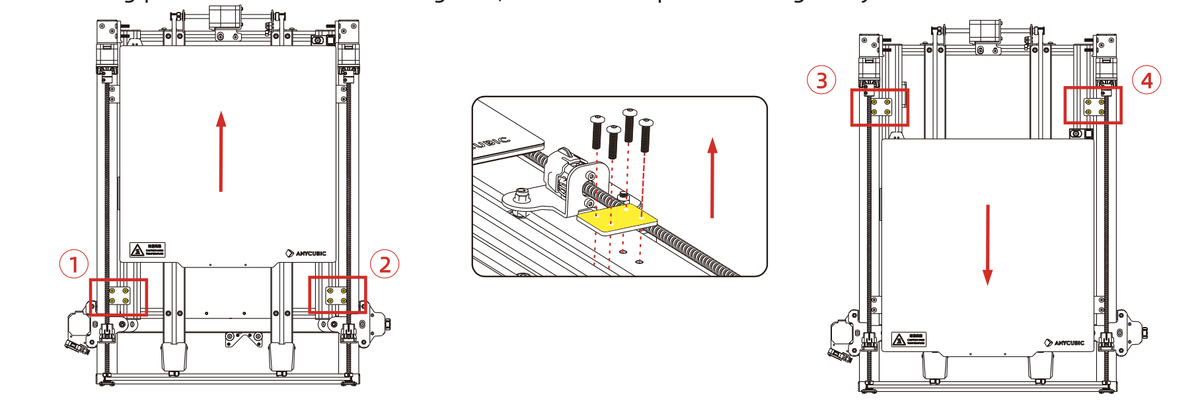
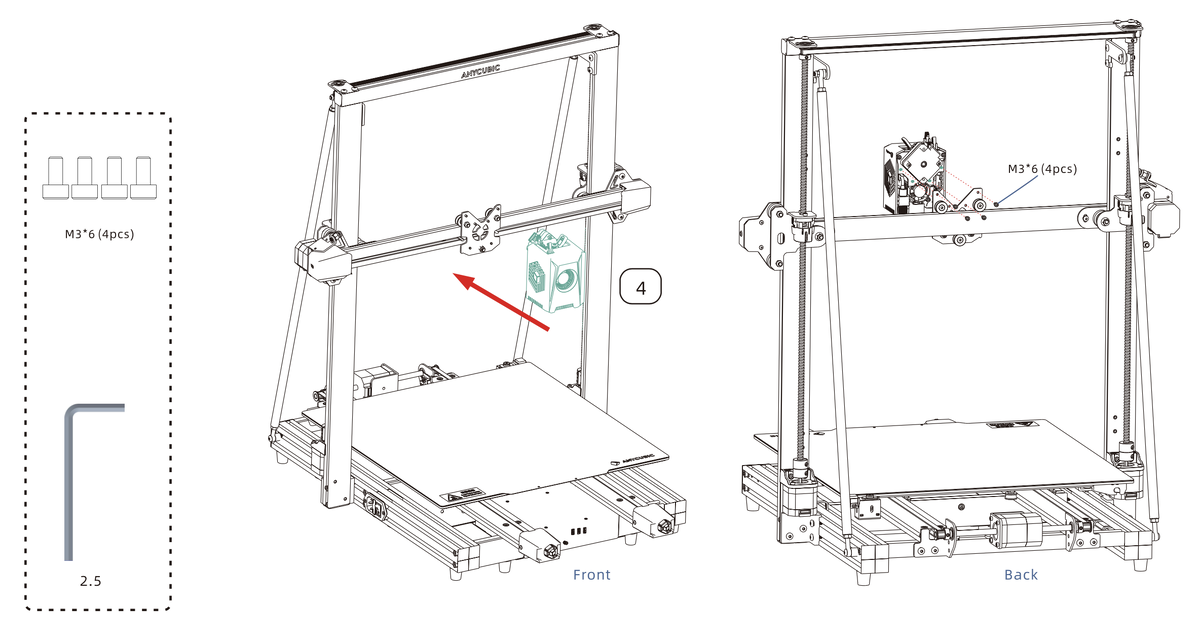
4. Установка печатающей головки
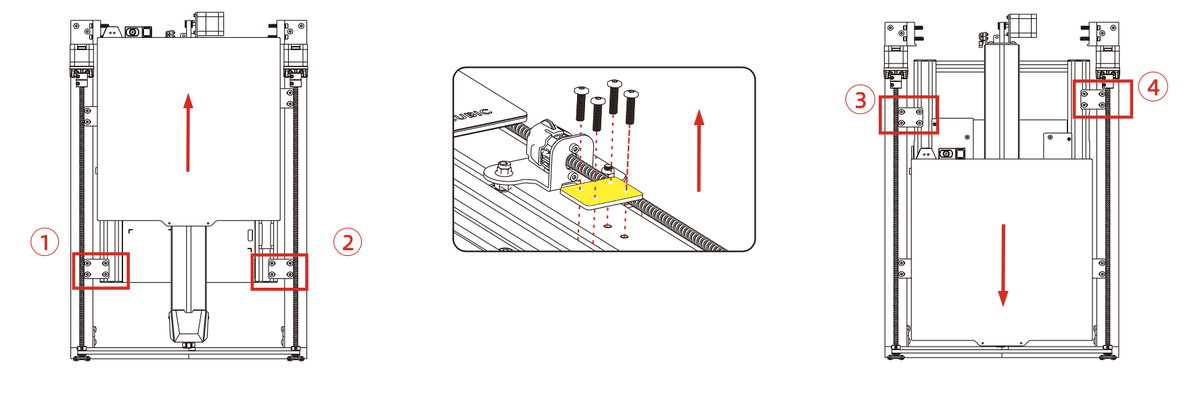
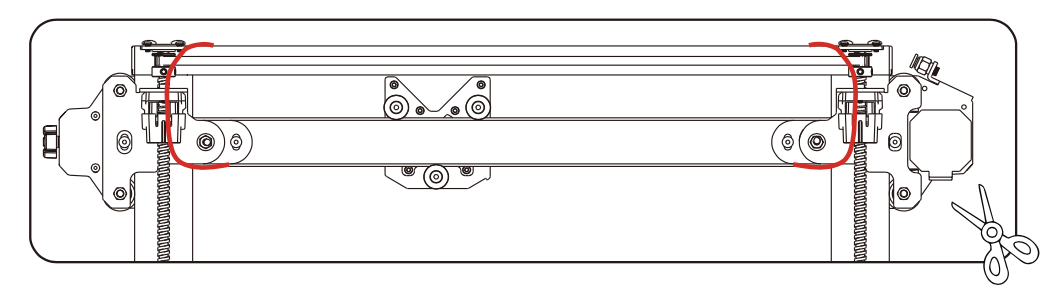
Шаг 1: Снимите лишние стяжки с рамы.
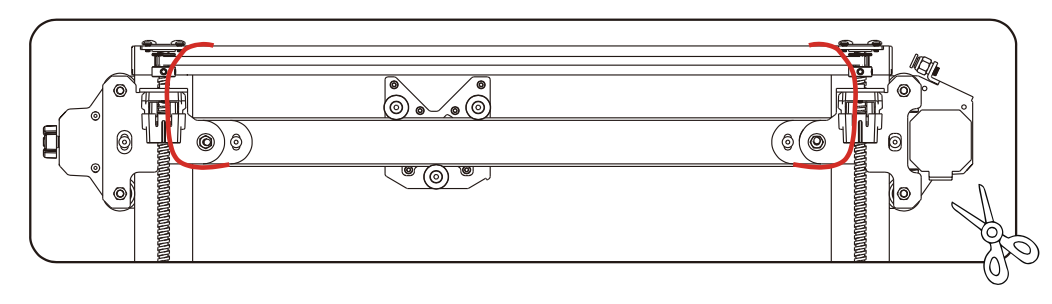
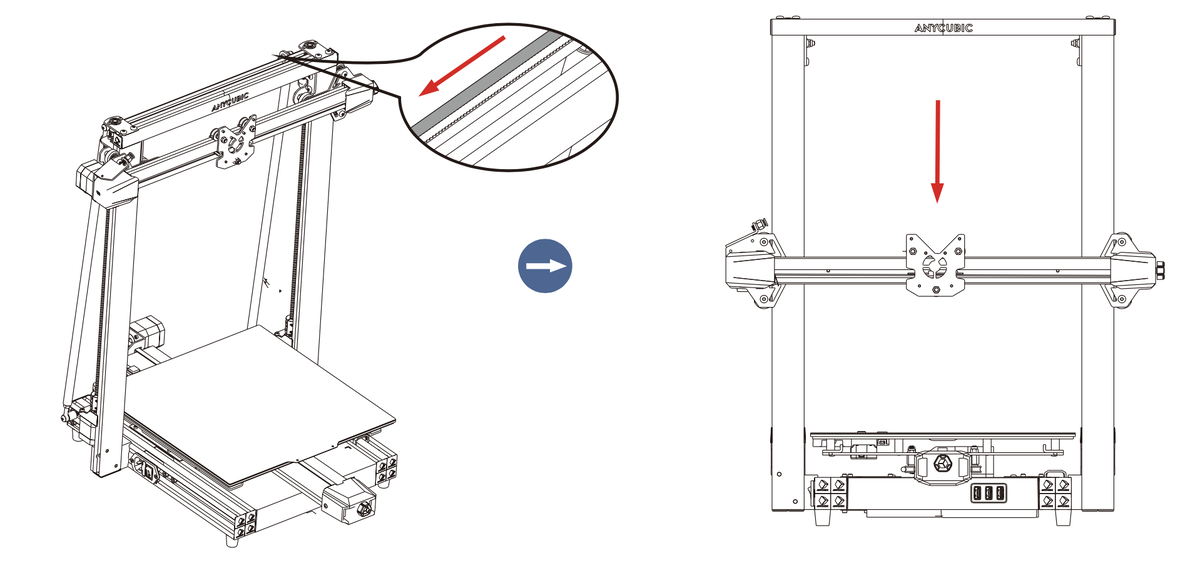
Шаг 2: Потяните ремень в направлении, указанном на рисунке, чтобы уменьшить высоту оси X.
Шаг 3: Закрепите печатающую головку винтами.
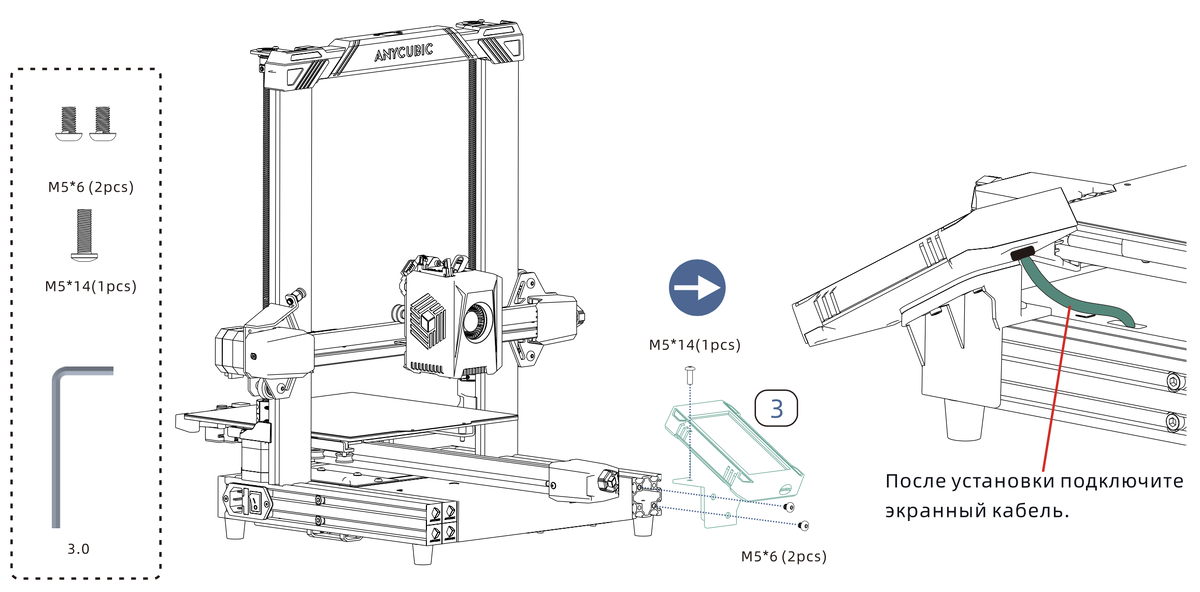
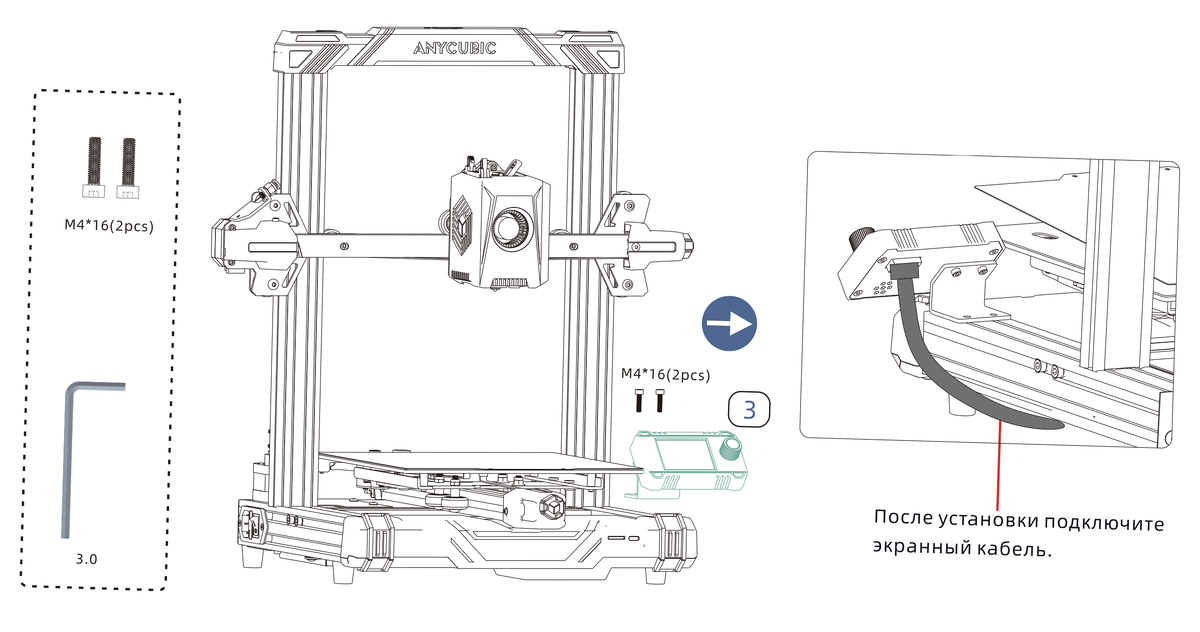
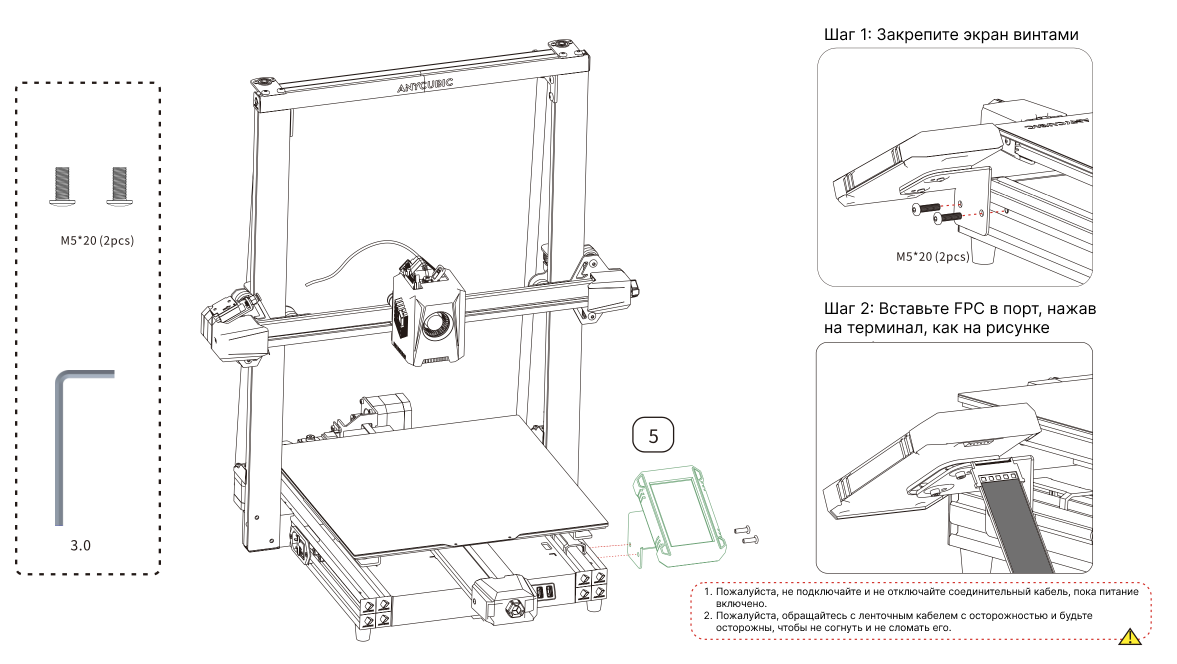
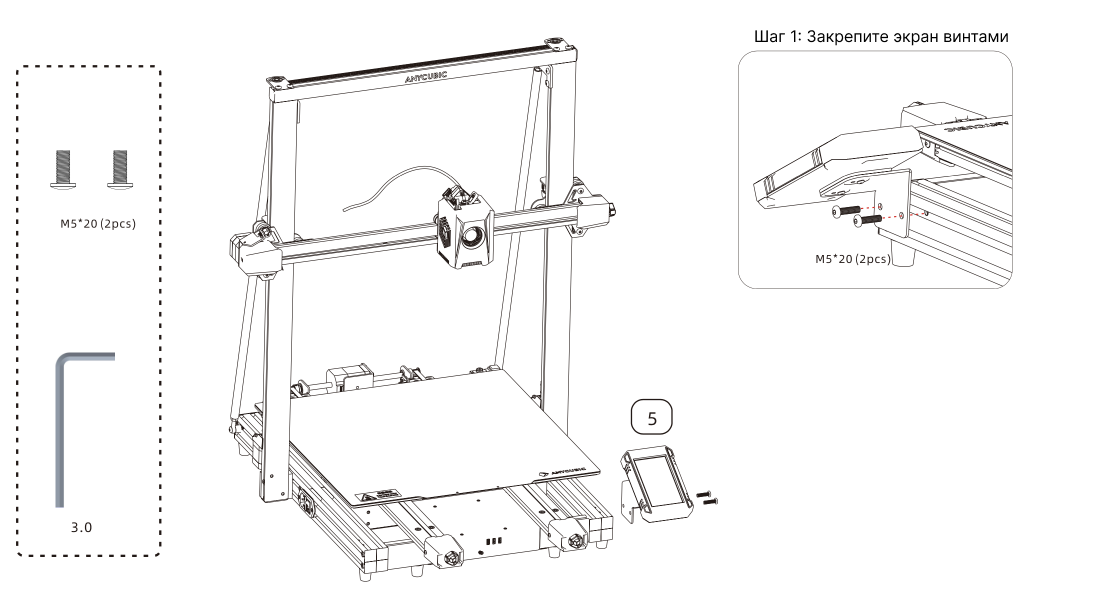
5. Установка экрана
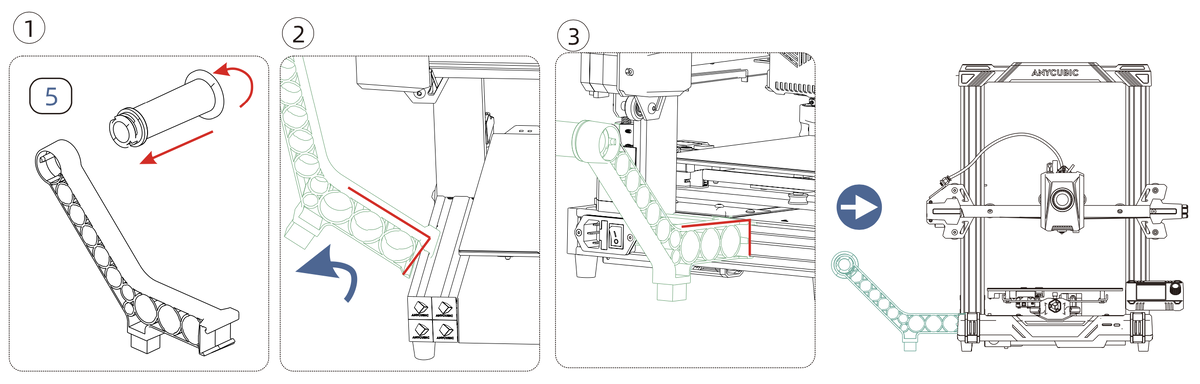
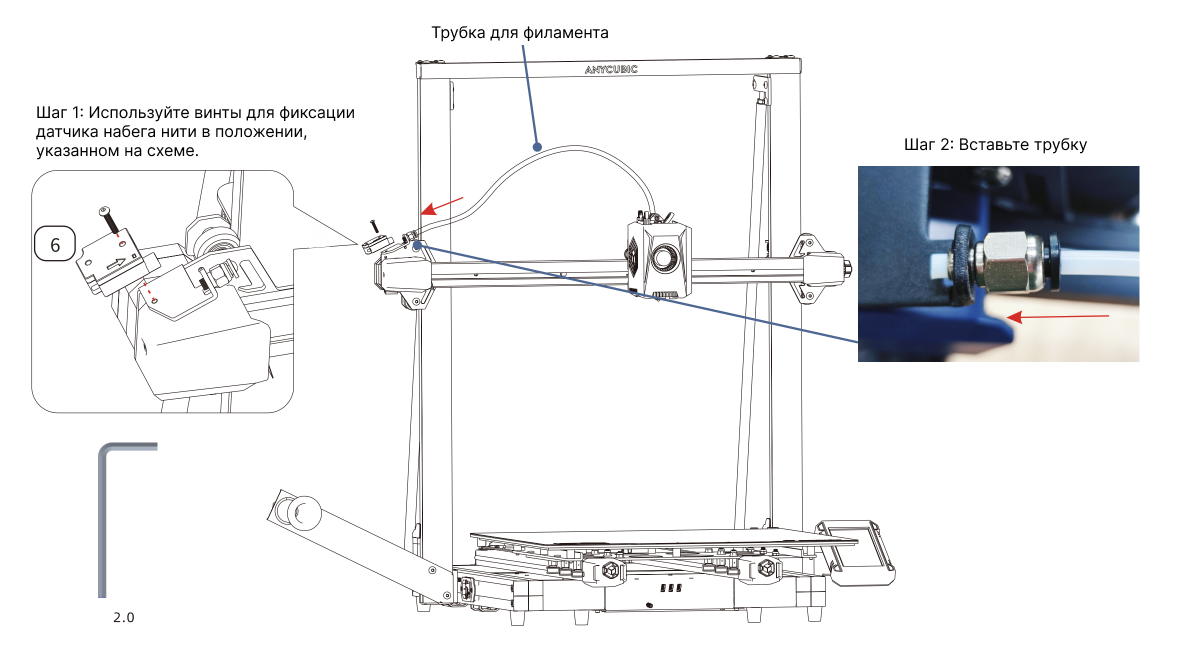
6. Установка устройства для нагрева нити
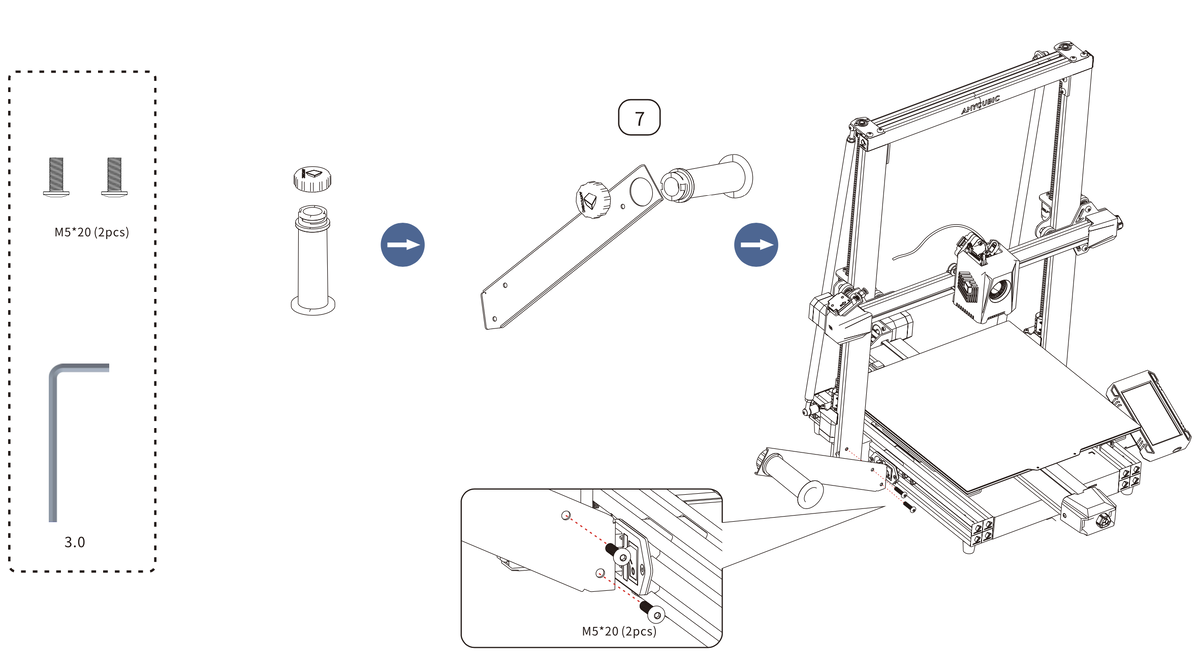
7. Установка датчика выходного отверстия фильтра
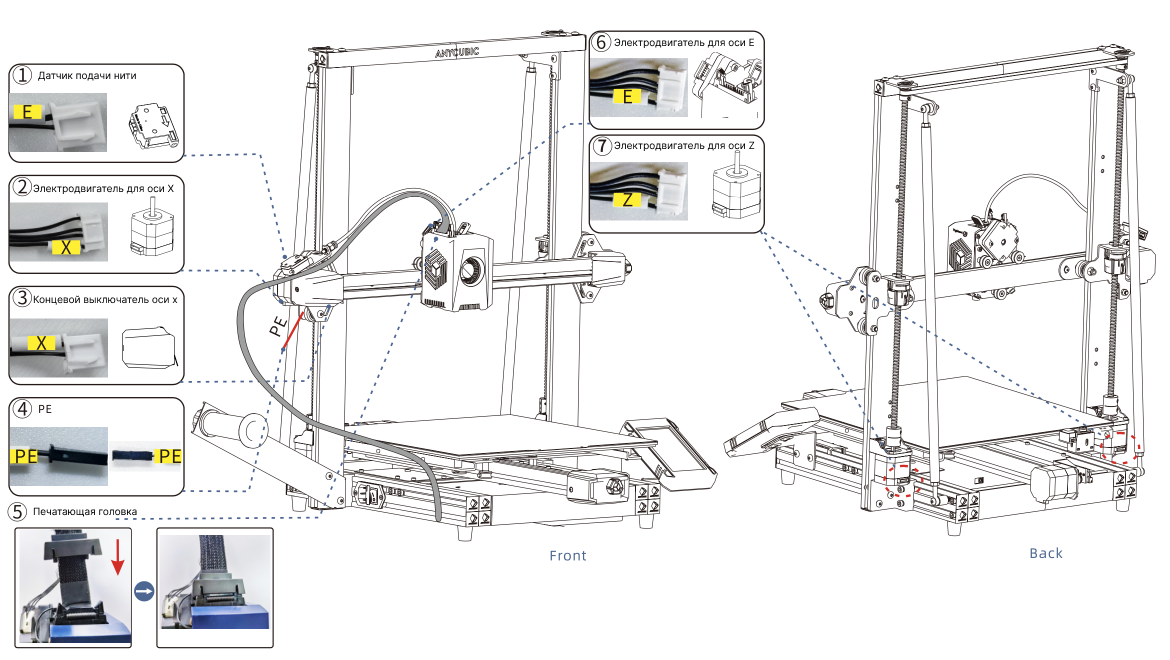
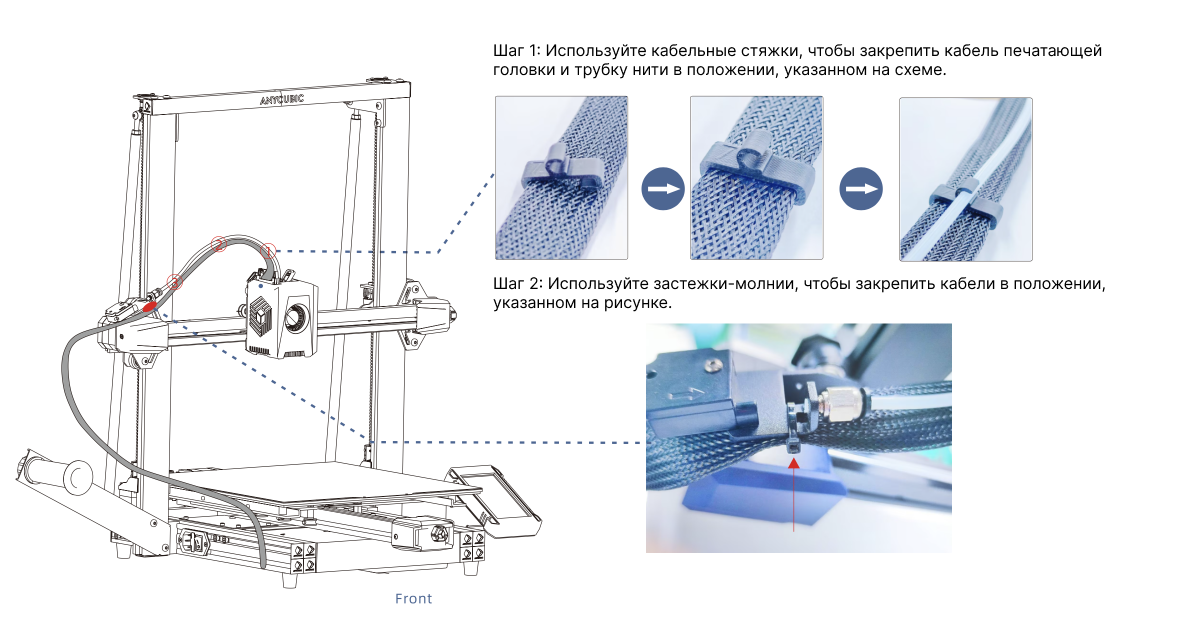
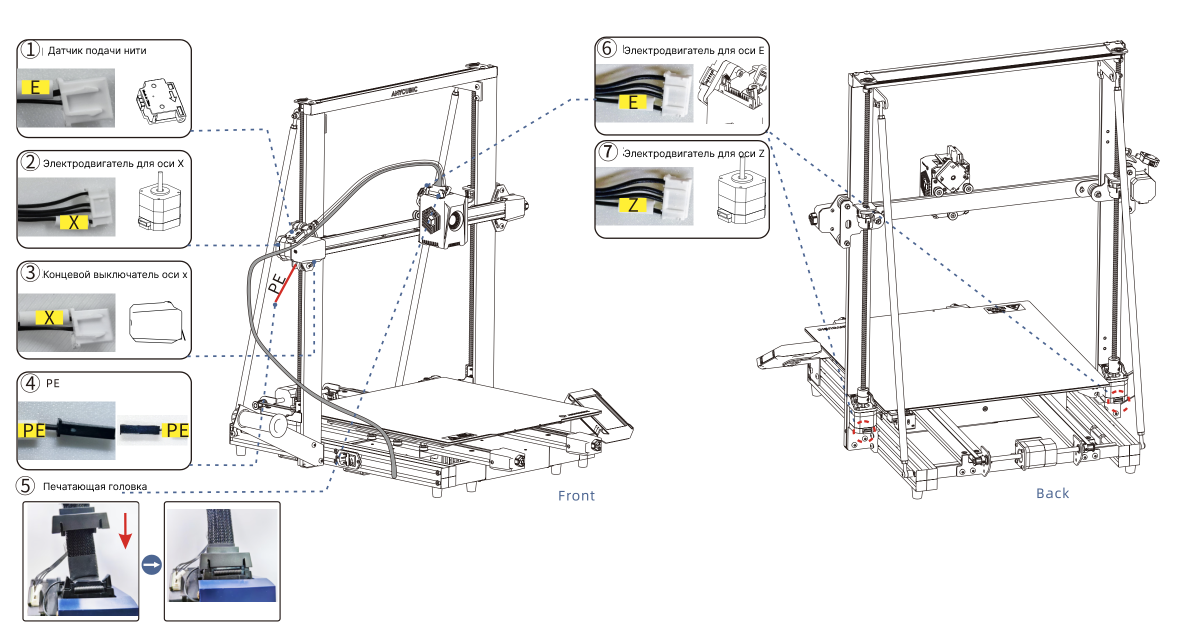
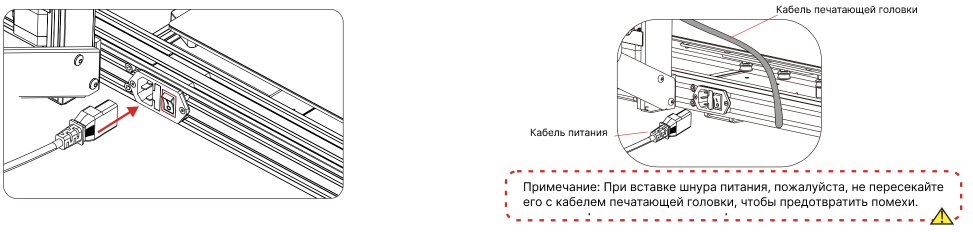
8. Проводка
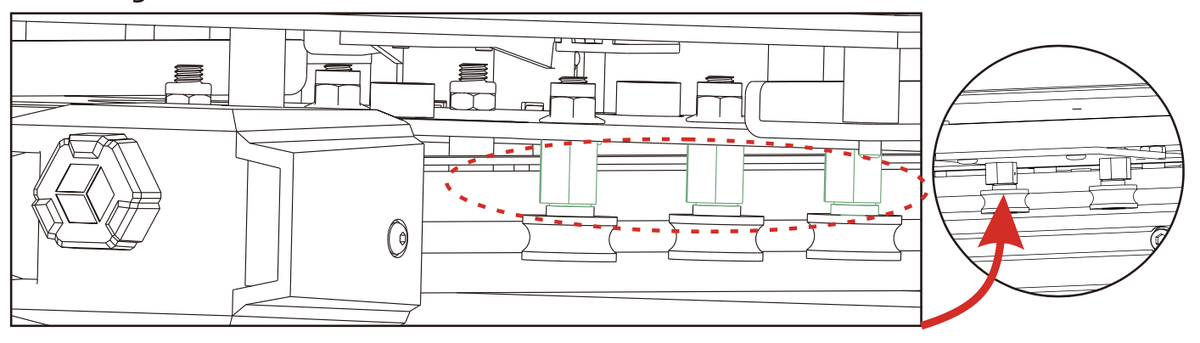
Проверка перед использованием
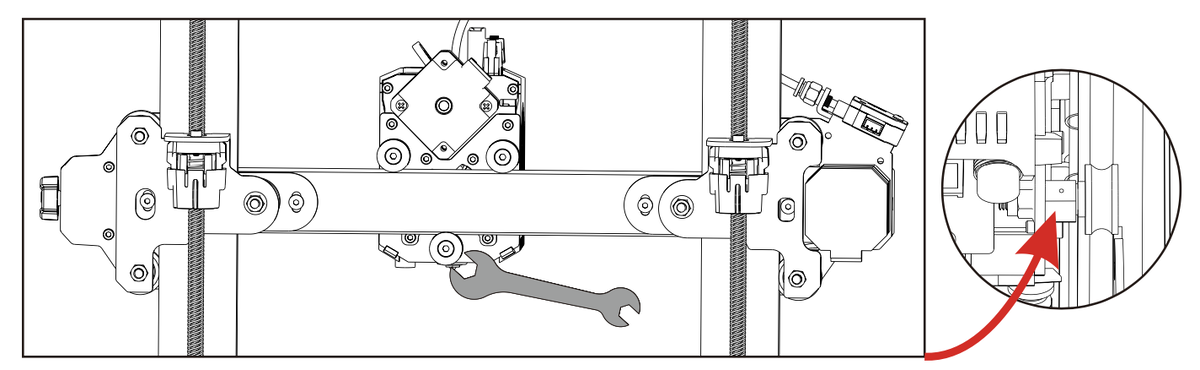
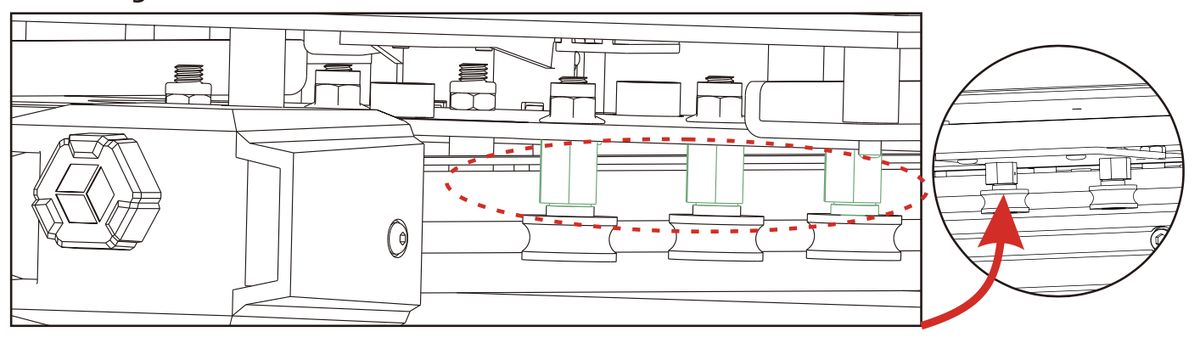
1. Регулировка упругости шкива
Проверьте, не трясется ли печатающая головка. Если да, то отрегулируйте шестигранную изолирующую стойку, расположенную под печатающей головкой, так, чтобы она скользила плавно и не тряслась.
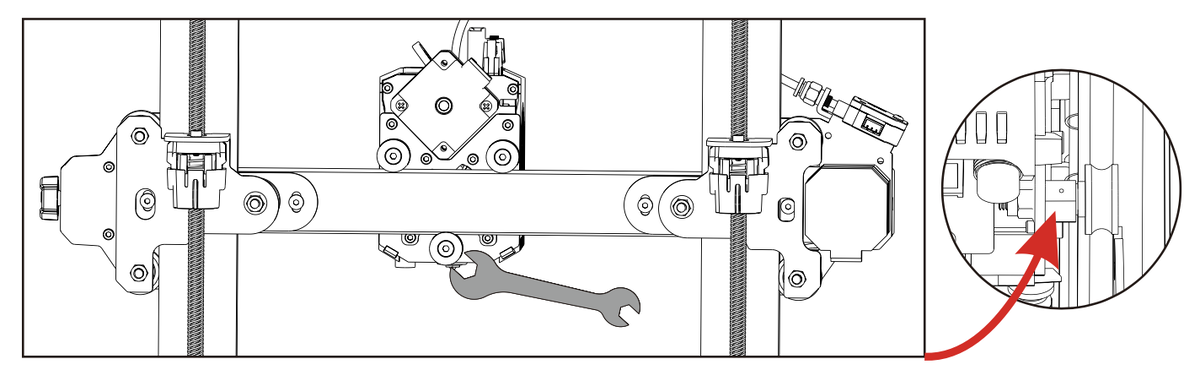
Печатная головка
Проверьте, не трясется ли печатная форма. Если да, то отрегулируйте шестигранную изолирующую стойку, расположенную под печатной формой, так, чтобы она скользила плавно и не тряслась.
Платформа
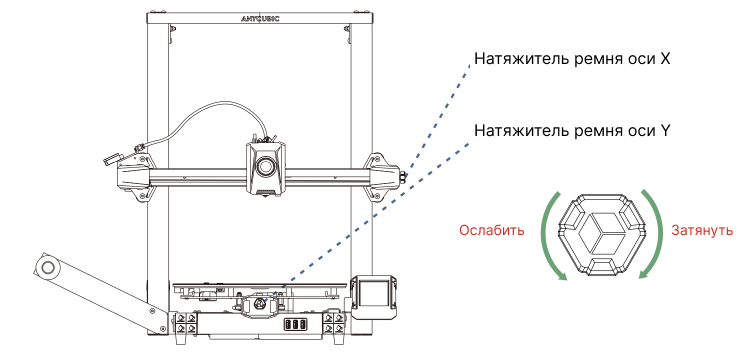
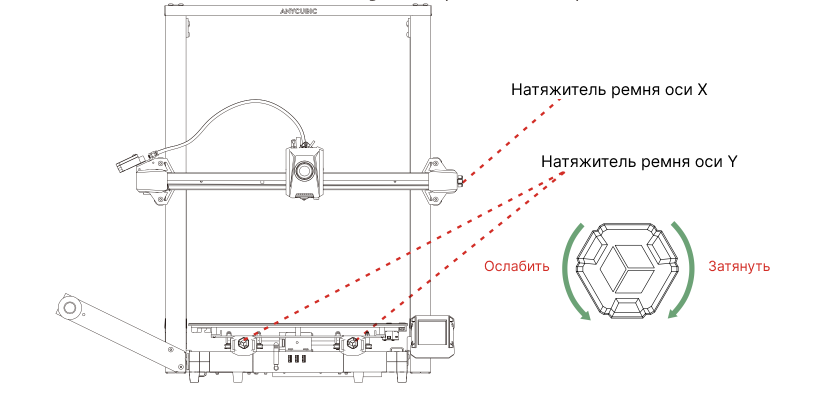
2. Ремни
Если при движении возникают какие-либо трудности или ненормальный шум, отрегулируйте натяжитель, чтобы обеспечить плавное скольжение печатающей головки или платформы.
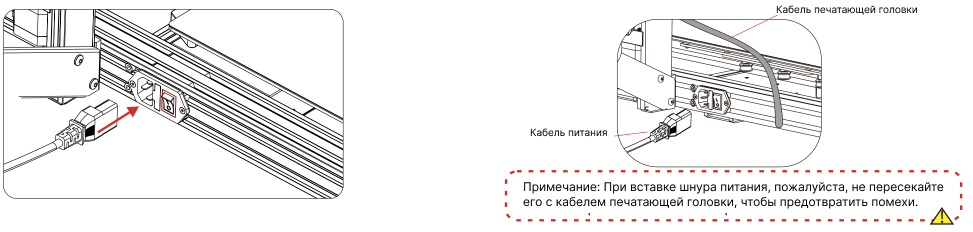
3. Подключение к сети
Подключите принтер к сетевой розетке с помощью сетевого шнура, затем подайте питание на принтер.
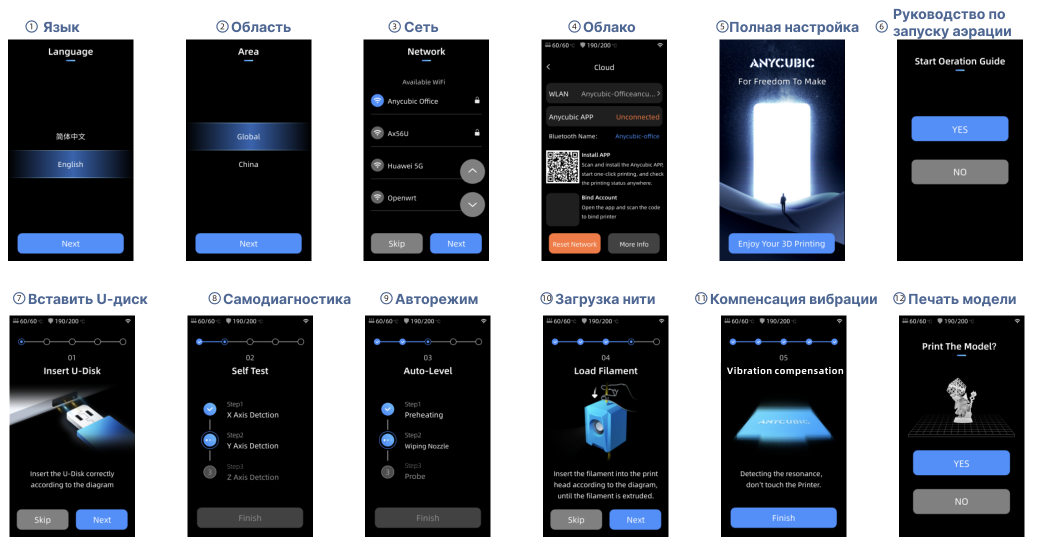
Руководство по включению
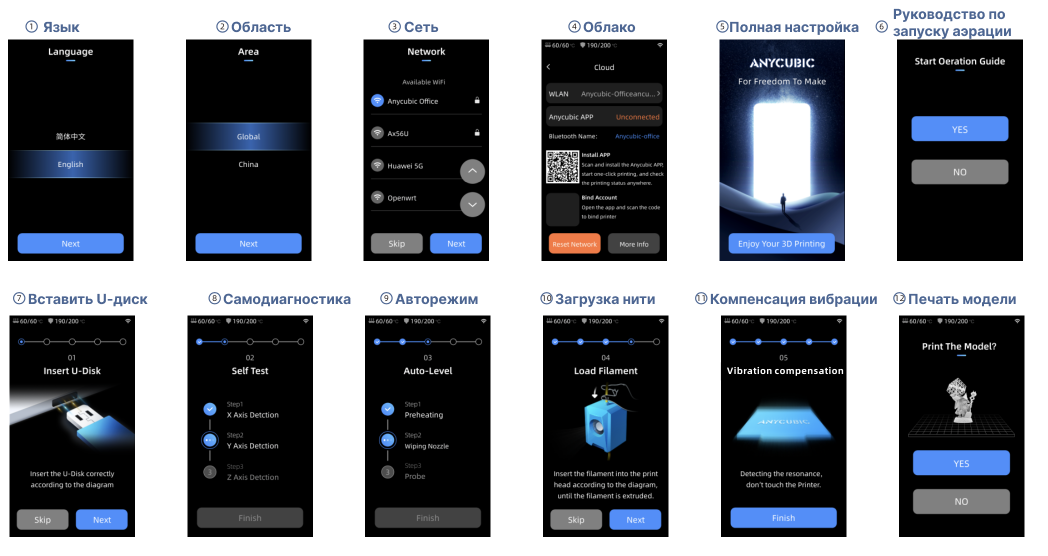
Примечание: Текущий интерфейс приведен только для справки. В связи с постоянным обновлением функций для получения точной информации следует обращаться к пользовательскому интерфейсу последней версии микропрограммного обеспечения.
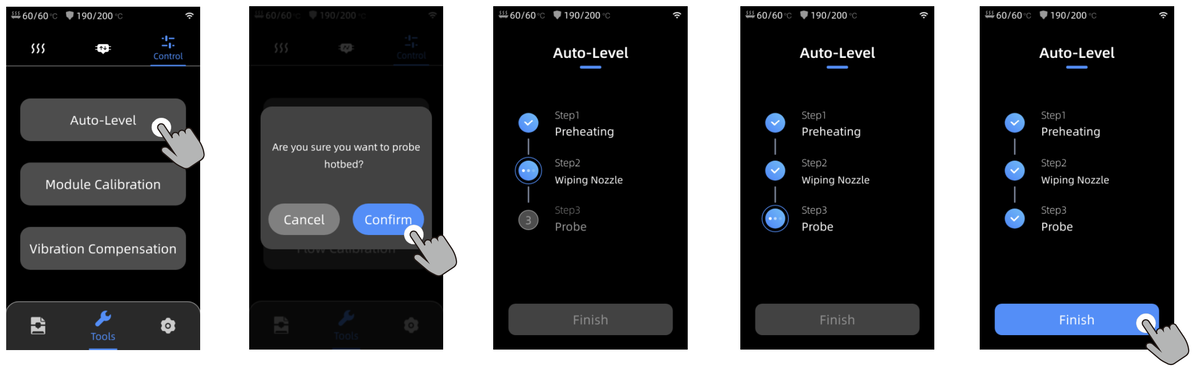
Выравнивание
Нажмите " Tools" - "Control" - "Auto Level". Дайте машине завершить процесс выравнивания.
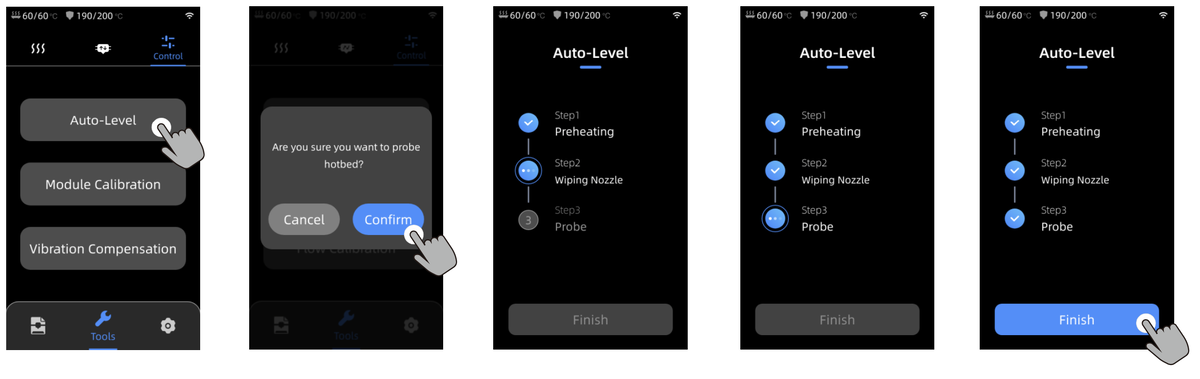
Примечание:
1) Перед выравниванием проверьте, установлена ли плата PEI.
2) Датчик выравнивания используется только для платформ с металлической поверхностью. Если вы самостоятельно заменяете печатную платформу, пожалуйста, выберите платформу с металлической поверхностью, чтобы обеспечить нормальное использование функции автоматического выравнивания.
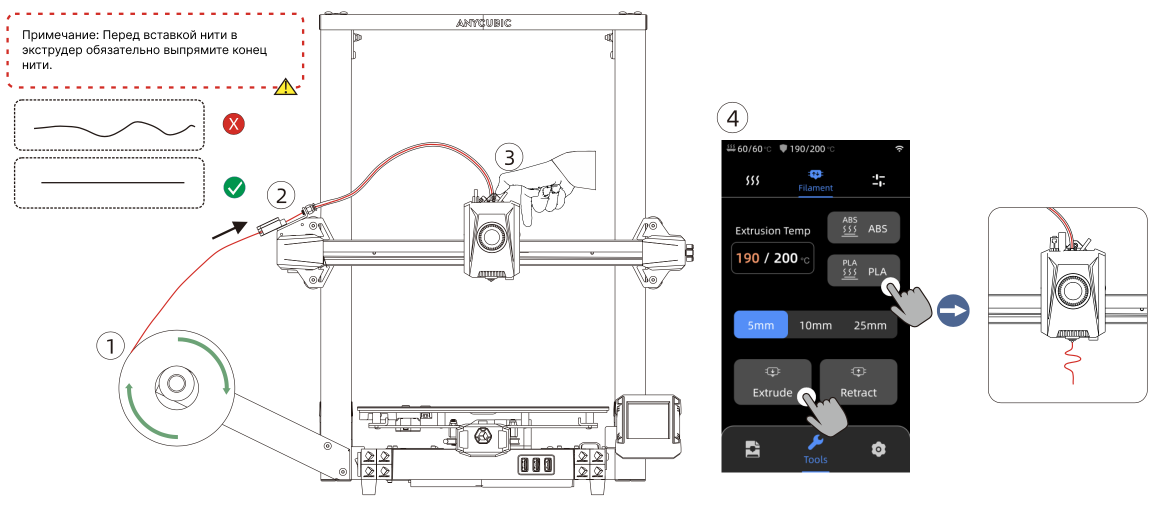
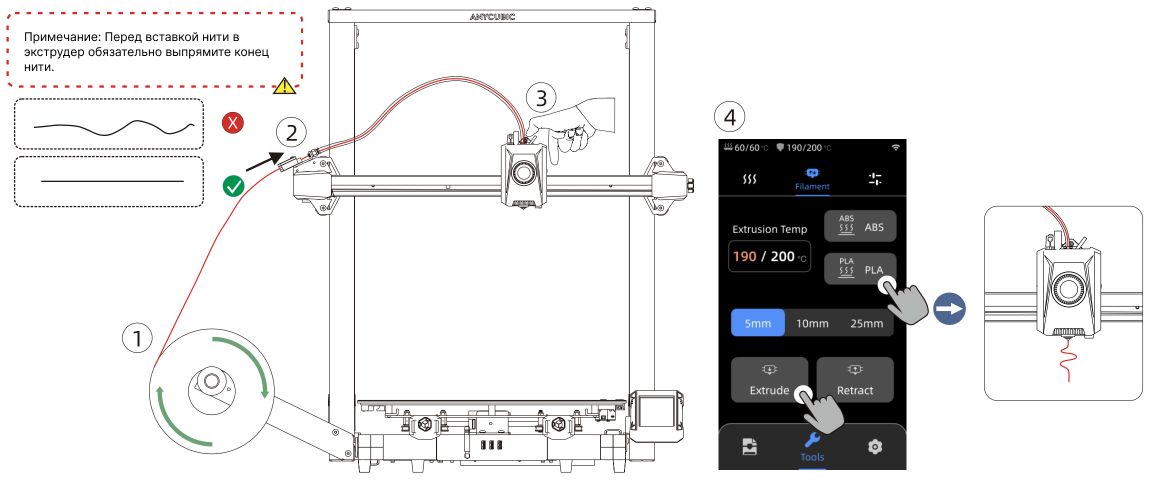
Загрузка нити
1. Наденьте нить на катушкодержатель.
2. Вставьте нить в экструдер, пока не почувствуете сопротивление. При этом нажмите и удерживайте кнопку на верхней части экструдера.
3. Нажмите кнопку "Tools" - "Filament" - "PLA/ABS". Подождите, пока сопло нагреется до заданной температуры. Нажмите кнопку "Extrude" и подождите, пока материал не начнет выходить из сопла. После прекращения подачи материала очистите сопло.
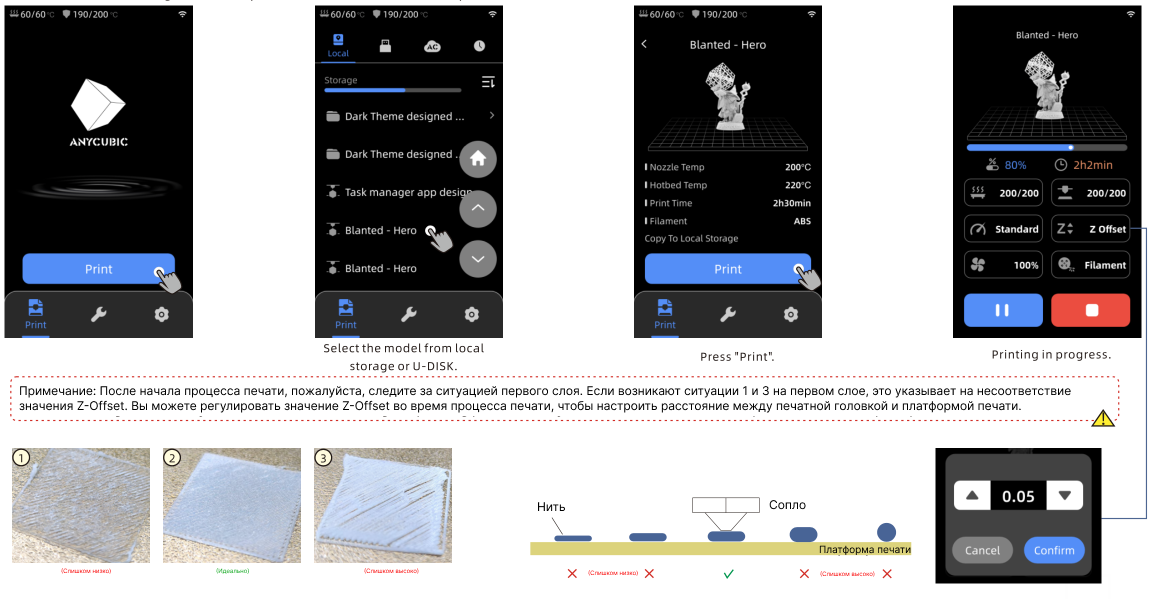
Первая печать
1) Выберите модель из локальной сети или U-DISK и приступайте к печати.
* В качестве первого пробного отпечатка рекомендуется использовать операцию из предварительно загруженных файлов.
Прочие функции
Компенсация вибрации: для достижения лучших результатов печати рекомендуется проводить определение резонанса, если время печати превышает 300 часов или после перемещения машины. Обнаружение резонанса позволяет выявить резонанс или вибрацию, которые могут возникнуть в процессе печати, и принять соответствующие меры по снижению их влияния. Регулярное обнаружение резонанса позволяет поддерживать стабильность и точность работы принтера, улучшая качество печати.
Нажмите " Tools" - "Control" - "Vibration Compensation" и дождитесь завершения калибровки аппарата. Во время калибровки не прикасайтесь к аппарату.
Обнаружение окончания нити: Эта функция предназначена для предотвращения сбоев в печати, когда в середине печати заканчивается нить. Она предупреждает пользователя о необходимости заменить нить перед продолжением печати, что позволяет предотвратить пустые отпечатки из-за нехватки нити.
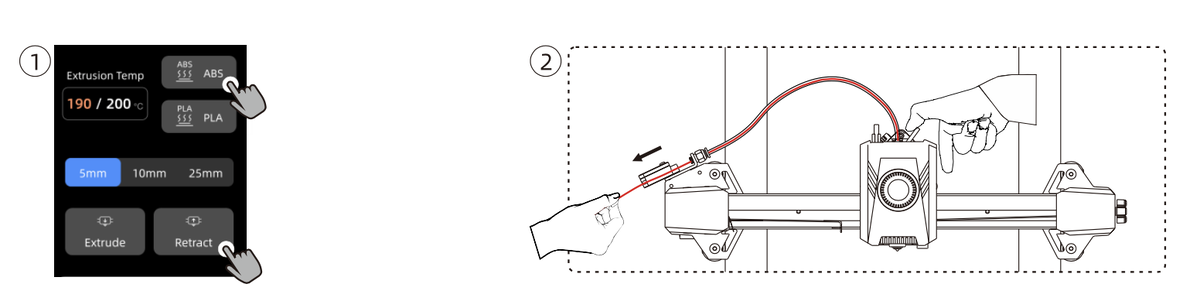
Примечание: После окончания нити необходимо извлечь из тубуса остаток нити, а затем вставить новую нить.
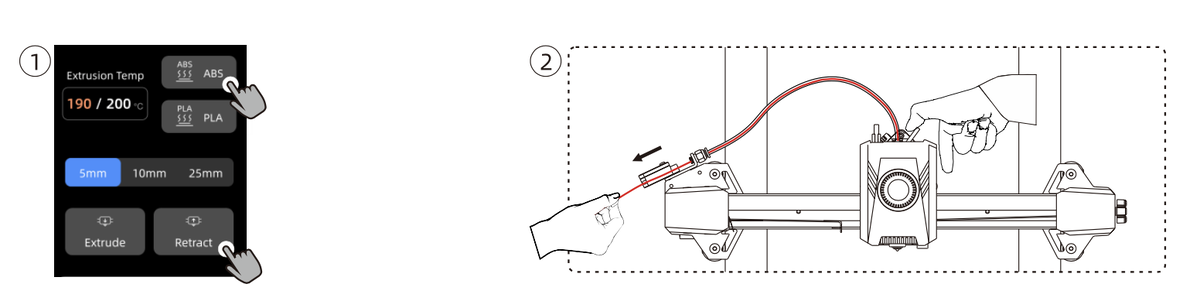
Инструкции по извлечению: Нажмите кнопку "Tools" - "Filament" - "PLA/ ABS". Подождите, пока сопло нагреется до заданной температуры. Нажмите кнопку "Retract" и дождитесь втягивания материала филамента, либо вытаскивайте филамент непосредственно нажатием кнопки над экструдером.
Рекомендации по техническому обслуживанию
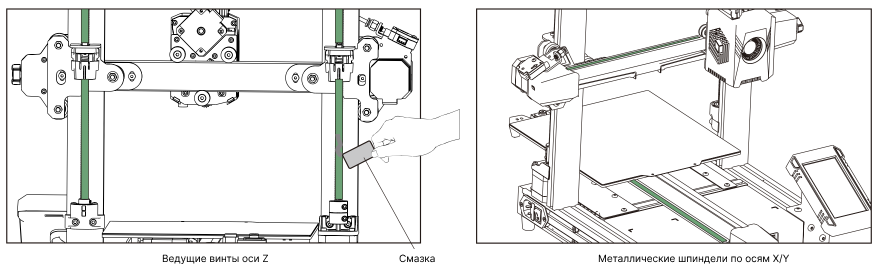
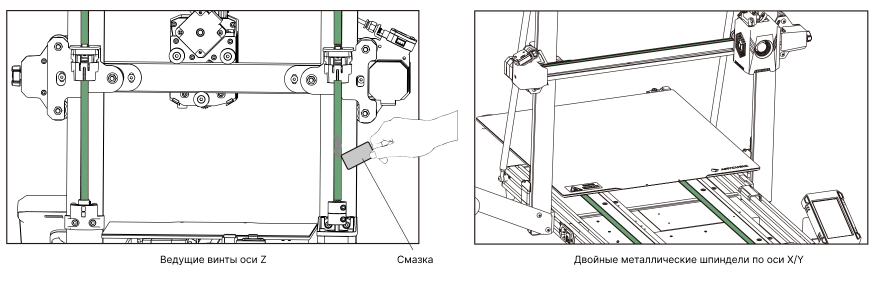
Ведущие винты оси z
*Ведущий винт оси z нуждается в регулярной смазке, так как правильное смазывание обеспечивает плавность хода. Рекомендуется проводить техническое обслуживание каждые три месяца.
Перед нанесением смазки на ведущие винты оси Z необходимо тщательно их очистить, удалив пыль и частицы пластика. Затем, используя органы управления перемещением оси, переместите печатающую головку в верхнее положение. Нанесите тонкий слой консистентной смазки на винты крепления оси Z, а затем снова верните принтер в исходное положение. Повторите этот процесс несколько раз, чтобы смазка равномерно распределилась по винтам оси Z. После этого удалите излишки смазки, которые могли скопиться вблизи гаек винтов.
Металлические шпиндели оси X/Y
*Металлические шпиндели оси X/Y требуют регулярной смазки, так как правильное смазывание обеспечивает плавность хода.
Перед нанесением смазки на металлические шпиндели оси X/Y необходимо тщательно их очистить, удалив пыль и частицы пластика. Затем нанесите тонкий слой смазки на металлические шпиндели оси X/Y и установите принтер на место. Процесс перемещения повторите несколько раз, чтобы смазка равномерно распределилась по металлическим шпинделям оси X/Y.
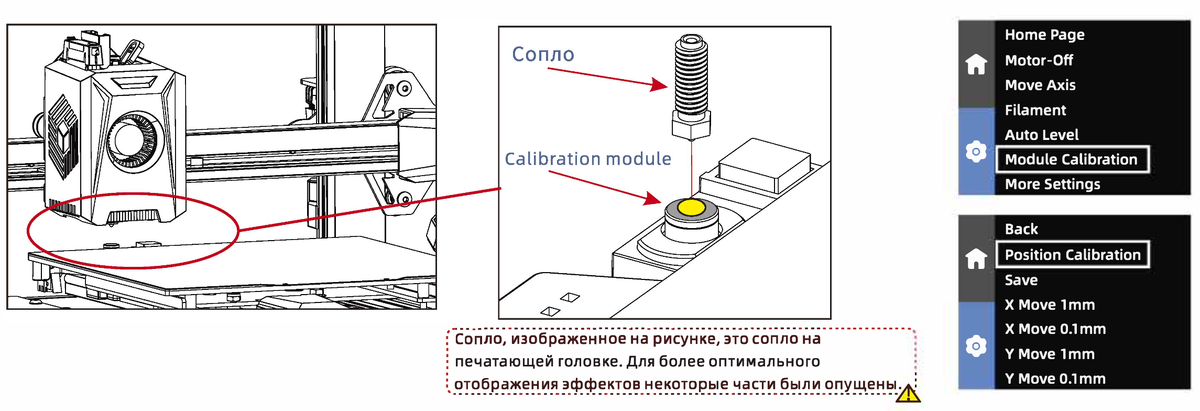
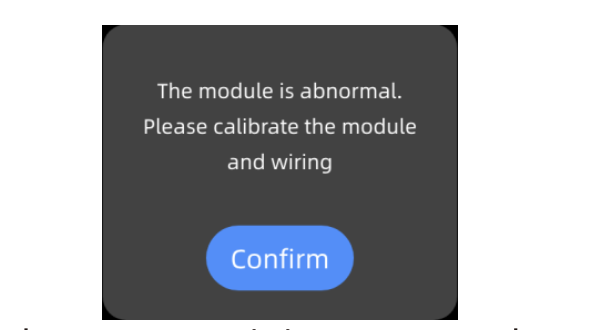
Руководство по устранению неисправностей
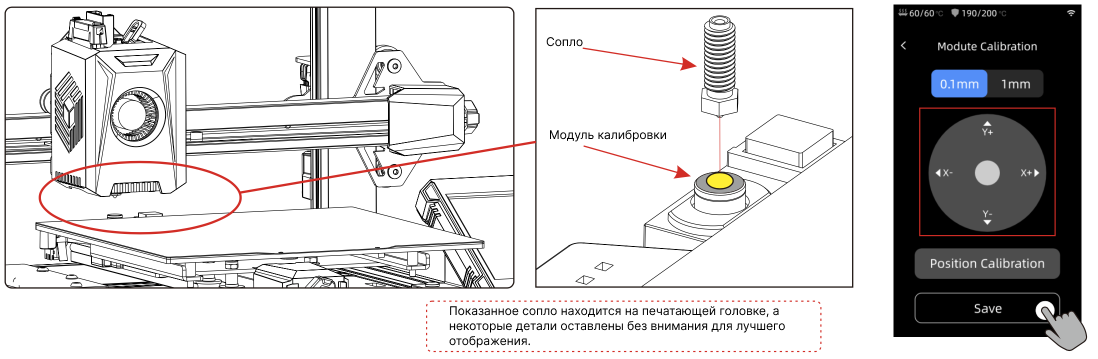
Если имеется отклонение в выравнивании, выполните следующие действия для проверки:
1) После выключения питания проверьте правильность подключения модуля калибровки уровня. Затем снова включите машину.
2) Нажмите [Tools]-[Control]-[Module Calibration]-[Position Calibration]. С помощью опций [Х Move] и [Y Move] на экране переместите сопло в центральную точку калибровочного модуля. Окончив работу, нажмите кнопку [Сохранить]. После этого снова выполните операцию выравнивания.
Двигатель оси X/Y/Z не двигается или издает ненормальный шум:
1. Проверьте, не ослаблены ли провода двигателя, и перепроверьте соединения.
2. Соответствующий концевой выключатель может срабатывать неправильно. Проверьте, нет ли помех движению оси, и убедитесь в надежности проводов концевого выключателя.
Ненормальная экструзия экструдера:
1. Проверьте, не ослаблен ли провод двигателя экструдера.
2. Убедитесь, что шестерня экструдера надежно затянута на валу двигателя.
3. Возможно, печатающая головка не получает достаточного охлаждения. Убедитесь, что вентилятор охлаждения печатающей головки работает правильно.
4. Возможно, сопло засорилось. Попробуйте кратковременно нагреть сопло до 230° С и вручную выдавить нить с усилием, чтобы устранить засор. В качестве альтернативы можно использовать тонкую иглу для прочистки сопла при его предварительном нагреве.
Модель не прилипает к платформе и не деформируется:
1. Если расстояние между соплом и платформой превышает 0,2 мм во время первого слоя, то адгезия к платформе значительно снижается, что требует повторного выравнивания.
2. При нарезке модели установите значение адгезии печатной платформы "Brim", что позволяет повысить адгезию и предотвратить коробление.
Несоответствие модели:
1. Скорость перемещения или скорость печати может быть слишком высокой. Попробуйте уменьшить скорость.
2. Возможно, ремни осей Х/Y слишком ослаблены или шкивы не закреплены надежно.
Чрезмерное натяжение нити:
1. Недостаточное расстояние втягивания. Увеличьте расстояние втягивания в программе нарезки.
2. Низкая скорость втягивания. Увеличьте скорость втягивания в программе для нарезки.
3. Включите Z-подъем во время втягивания в программе для нарезки, при этом высота подъема должна составлять примерно 0,25 мм.
4. Температура печати может быть слишком высокой, что приводит к чрезмерной вязкости нити. Немного снизьте температуру печати.
Внимание
1. Anycubic 3D-принтер генерирует высокую температуру. НЕ дотрагивайтесь до внутренней части принтера во время работы. Контакт с экструдированными материалами может вызвать ожоги.
2.Используйте перчатки устойчивые к высоким температурам при работе с продуктом.
З. Это оборудование не подходит для использования в местах, где могут присутствовать дети.
4. Номинальный ток предохранителя для принтера - 250В 10А. Никогда не заменяйте предохранитель на предохранитель с более высоким амперажем, иначе это может вызвать пожар.
5. Розетка должна быть легко доступна.
Если вам не удалось найти решение своей проблемы или не удалось ее решить, обратитесь за консультацией в нашу компанию CLUB3D_CLUB. Наши инженеры ответят вам по электронной почте в течение одного рабочего дня.
(support@club3.club)

Важные рекомендации:
1. Введите серийный номер соответствующей модели. Поля, помеченные красными звездочками, являются обязательными для заполнения.
2. При успешном заполнении и отправки формы вы получите ответ от системы послепродажного обслуживания на свою электронную почту.
3. Если вы успешно отправили форму, но не получили электронное письмо, проверьте папку со спамом.
4. Если вам не удалось отправить форму, прочтите всплывающее уведомление на странице.
Изображения продукта представлены исключительно в качестве наглядного иллюстрирования. При работе с устройством обращайтесь к реальному изделию.
Благодарим Вас за выбор продукции ANYCUBIC!
Если вы приобрели принтер ANYCUBIC или знакомы с технологией ЗD-печати, мы все же ре комендуем вам внимательно прочитать это руководство. Меры предосторожности и метод эксплуатации, приведенные в этом руководстве, могут помочь во избежании неправильно й установки и эксплуатации. Посетите https://www.club3d.club/about/contacts/ ,чтобы связаться с нами, если у вас есть какие-либо вопросы. Либо посетите центр поддержки ANYCUBIC, где вы также можете получить дополнительную информацию, программное обеспечение, видео или модели с веб-сайта.

Центр поддержки CLUB3D_CLUB

Центр поддержки ANYCUBIC
Команда CLUB3D при поддержке ANYCUBIC
*Авторские права на настоящее руководство принадлежат ООО Шэньчжэньской технологической компании «Anycubic», оно не может быть перепечатано без разрешения.
Общий вид принтера
Упаковочный лист
Следующие аксессуары и изображения представлены исключительно для ознакомительных целей. При работе с устройством обращайтесь к реально полученному изделию.
Параметры принтера
Параметры печати
Технология: FDM (Моделирование методом послойного направления)
Объем печати: 420мм (Д) х 420мм (Ш) х 500мм (Н)
Толщина слоя: 0,05-0,3мм
Точность позиционирования: Х/Y/Z 0,0125/0,0125/0,0025мм
Количество экструдеров: один
Диаметр сопла: 0,4мм
Поддерживаемые материалы: PLA/TPU/PETG/ABS и т.д.
Температура
Температура окружающей среды: 8ºС - 40ºС
Температура сопла: макс. 260ºС
Температура подогреваемой платформы: макс. 90ºС
Программное обеспечение
Слайсер: AC Slicer /Cura/PrusaSLicer
Формат ввода: STL/OBJ
Выходные выхода: GCode
Подключение: U-DISK, AC Cloud
Параметры блока питания
Мощность: 110V / 220V АС, 50/60Hz
Номинальная мощность: 500 Вт
Физические размеры
Размеры принтера: 640мм (Д) х 735мм (Ш) х 740мм (Н)
Масса нетто: ~ 17,6 кг
Установка машины
1. Распаковка
Шаг 1. Извлеките все принадлежности из упаковки, затем выньте компоненты рамы и основания и снимите пенопласт, расположенный в нижней части платформы.
Шаг 2: Снимите 4 крепежные пластины, показанные на рисунке, а затем отделите раму от основания.
2. Установите раму
3. Установите опорный стержень
4. Установка печатающей головки
Шаг 1: Снимите лишние стяжки с рамы.
Шаг 2: Потяните ремень в направлении, указанном на рисунке, чтобы уменьшить высоту оси X.
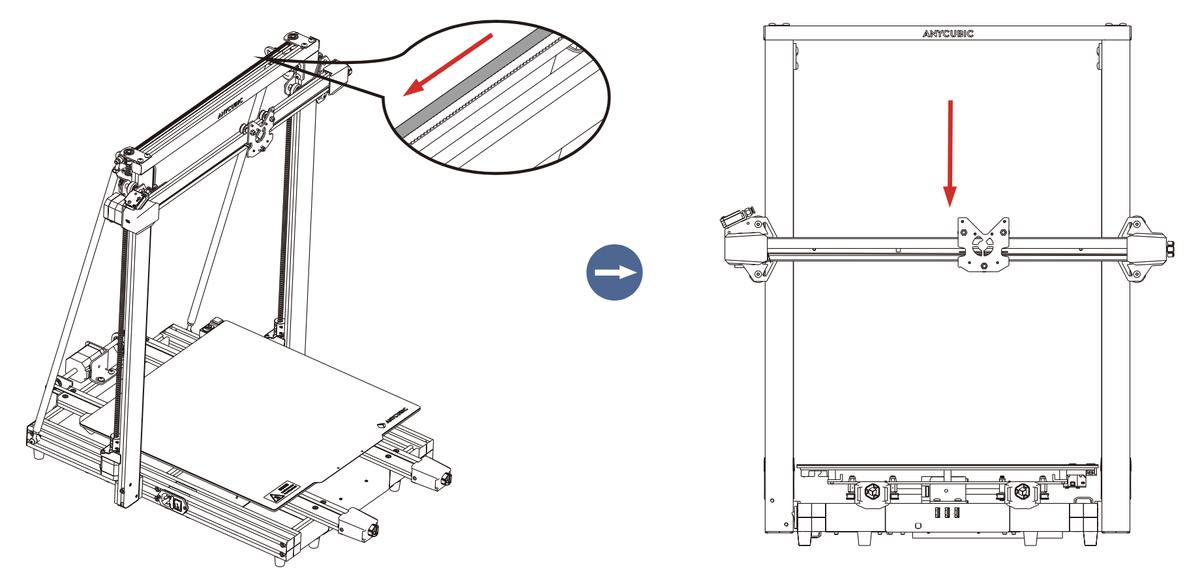
Шаг 3: Закрепите печатающую головку винтами.
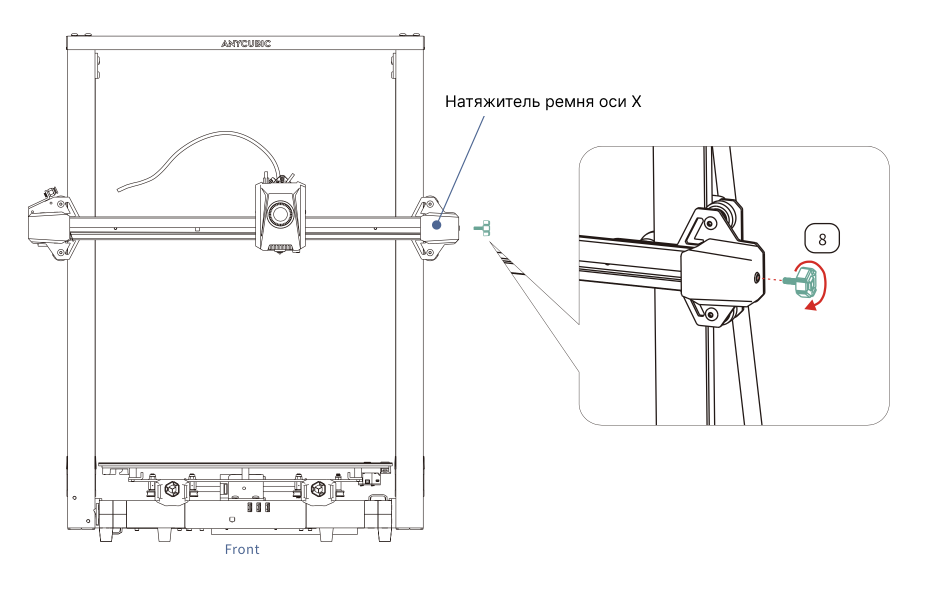
Шаг 4: Поверните ручку, чтобы затянуть натяжитель ремня по оси Х, и переместите печатающую головку вручную. Если во время движения возникает какой-либо аномальный шум, отрегулируйте ручку, чтобы печатающая головка двигалась плавно.
5. Установка экрана
6. Установка устройства для нагрева нити
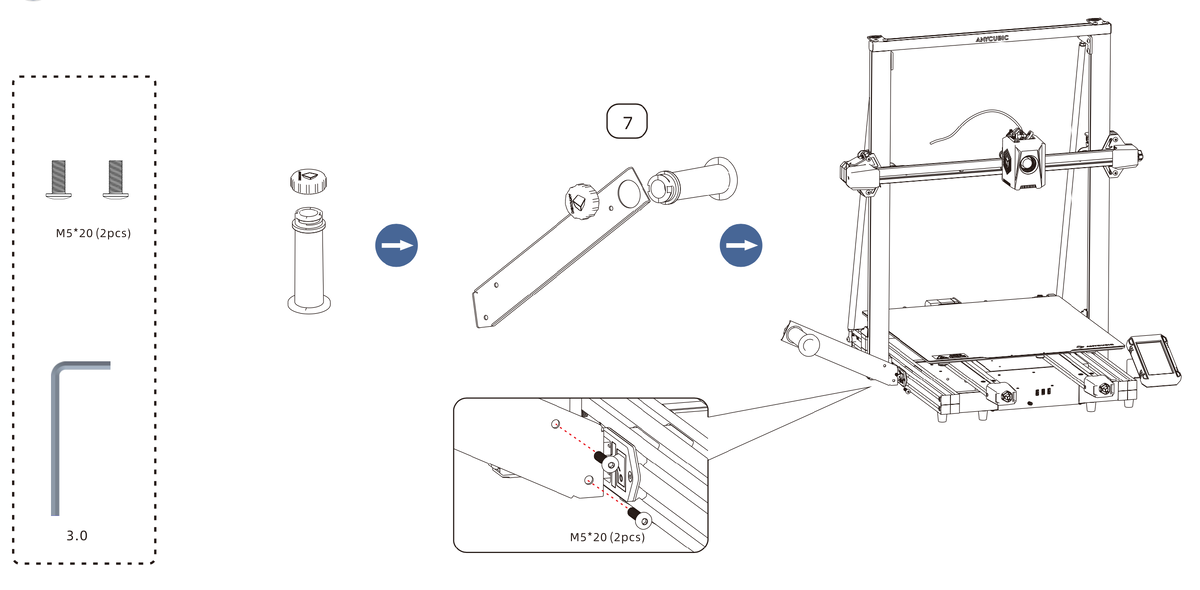
7. Установка датчика выходного отверстия фильтра
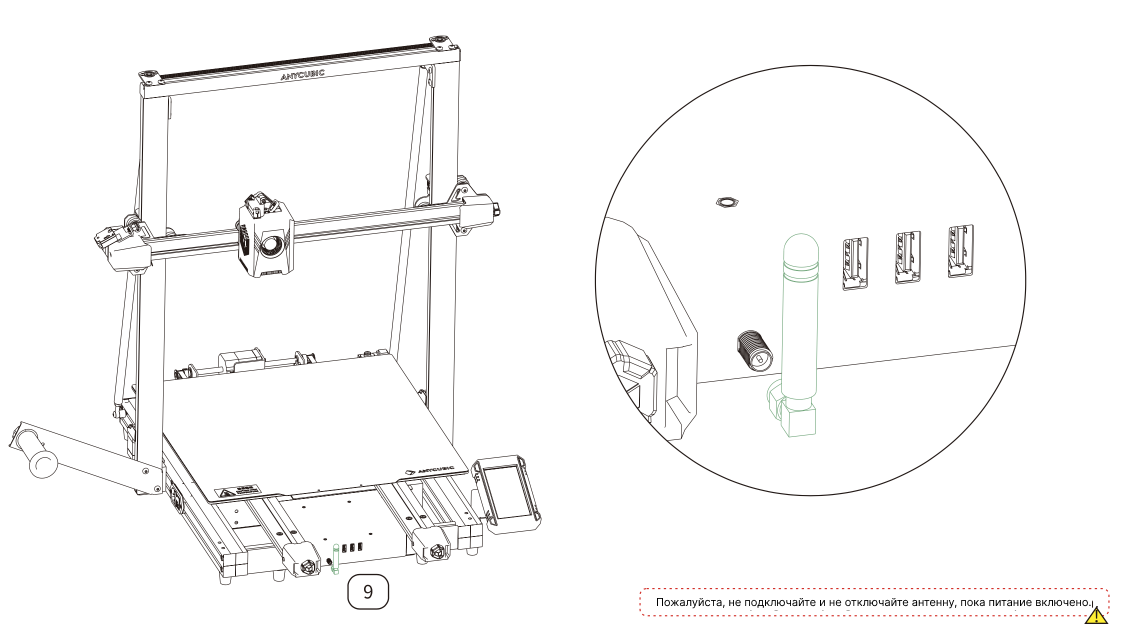
8. Установка антенны Wi-Fi
9. Проводка
Проверка перед использованием
1. Регулировка упругости шкива
Проверьте, не трясется ли печатающая головка. Если да, то отрегулируйте шестигранную изолирующую стойку, расположенную под печатающей головкой, так, чтобы она скользила плавно и не тряслась.
Печатная головка
Проверьте, не трясется ли печатная форма. Если да, то отрегулируйте шестигранную изолирующую стойку, расположенную под печатной формой, так, чтобы она скользила плавно и не тряслась.
Платформа
2. Ремни
Если при перемещении возникают какие-либо трудности или нехарактерный шум, отрегулируйте натяжитель, чтобы обеспечить плавное перемещение печатающей головки или платформы.
3. Подключение к сети
Подключите принтер к сетевой розетке с помощью сетевого шнура, затем подайте питание на принтер.
Руководство по включению
Примечание: Текущий интерфейс приведен только для справки. В связи с постоянным обновлением функций для получения точной информации следует обращаться к пользовательскому интерфейсу последней версии микропрограммного обеспечения.
Выравнивание
Нажмите " Tools" - "Control" - "Auto Level". Дайте машине завершить процесс выравнивания.
Примечание:
1) Перед выравниванием проверьте, установлена ли плата PEI.
2) Датчик выравнивания используется только для платформ с металлической поверхностью. Если вы самостоятельно заменяете печатную платформу, пожалуйста, выберите платформу с металлической поверхностью, чтобы обеспечить нормальное использование функции автоматического выравнивания.
Загрузка нити
1. Наденьте нить на катушкодержатель.
2. Вставьте нить в экструдер, пока не почувствуете сопротивление. При этом нажмите и удерживайте кнопку на верхней части экструдера.
3. Нажмите кнопку "Tools" - "Filament" - "PLA/ABS". Подождите, пока сопло нагреется до заданной температуры. Нажмите кнопку "Extrude" и подождите, пока материал не начнет выходить из сопла. После прекращения подачи материала очистите сопло.
Первая печать
1) Выберите модель из локальной сети или U-DISK и приступайте к печати.
* В качестве первого пробного отпечатка рекомендуется использовать операцию из предварительно загруженных файлов.
Прочие функции
Компенсация вибрации: для достижения лучших результатов печати рекомендуется проводить определение резонанса, если время печати превышает 300 часов или после перемещения машины. Обнаружение резонанса позволяет выявить резонанс или вибрацию, которые могут возникнуть в процессе печати, и принять соответствующие меры по снижению их влияния. Регулярное обнаружение резонанса позволяет поддерживать стабильность и точность работы принтера, улучшая качество печати.
Нажмите " Tools" - "Control" - "Vibration Compensation" и дождитесь завершения калибровки аппарата. Во время калибровки не прикасайтесь к аппарату.
Обнаружение окончания нити: Эта функция предназначена для предотвращения сбоев в печати, когда в середине печати заканчивается нить. Она предупреждает пользователя о необходимости заменить нить перед продолжением печати, что позволяет предотвратить пустые отпечатки из-за нехватки нити.
Примечание: После окончания нити необходимо извлечь из тубуса остаток нити, а затем вставить новую нить.
Инструкции по извлечению: Нажмите кнопку "Tools" - "Filament" - "PLA/ ABS". Подождите, пока сопло нагреется до заданной температуры. Нажмите кнопку "Retract" и дождитесь втягивания материала филамента, либо вытаскивайте филамент непосредственно нажатием кнопки над экструдером.
Рекомендации по техническому обслуживанию
Ведущие винты оси z
*Ведущий винт оси z нуждается в регулярной смазке, так как правильное смазывание обеспечивает плавность хода. Рекомендуется проводить техническое обслуживание каждые три месяца.
Перед нанесением смазки на ведущие винты оси Z необходимо тщательно их очистить, удалив пыль и частицы пластика. Затем, используя органы управления перемещением оси, переместите печатающую головку в верхнее положение. Нанесите тонкий слой консистентной смазки на винты крепления оси Z, а затем снова верните принтер в исходное положение. Повторите этот процесс несколько раз, чтобы смазка равномерно распределилась по винтам оси Z. После этого удалите излишки смазки, которые могли скопиться вблизи гаек винтов.
Металлические шпиндели с двойным расположением осей X/Y
*Металлические шпиндели оси X/Y требуют регулярной смазки, так как правильное смазывание обеспечивает плавность хода.
Перед нанесением смазки на металлические шпиндели оси X/Y необходимо тщательно их очистить, удалив пыль и частицы пластика. Затем нанесите тонкий слой смазки на металлические шпиндели оси X/Y и установите принтер на место. Процесс перемещения повторите несколько раз, чтобы смазка равномерно распределилась по металлическим шпинделям оси X/Y.
Руководство по устранению неисправностей
Если имеется отклонение в выравнивании, выполните следующие действия для проверки:
1) После выключения питания проверьте правильность подключения модуля калибровки уровня. Затем снова включите машину.
2) Нажмите [Tools]-[Control]-[Module Calibration]-[Position Calibration]. С помощью опций [Х Move] и [Y Move] на экране переместите сопло в центральную точку калибровочного модуля. Окончив работу, нажмите кнопку [Сохранить]. После этого снова выполните операцию выравнивания.
Двигатель оси X/Y/Z не двигается или издает ненормальный шум:
1. Проверьте, не ослаблены ли провода двигателя, и перепроверьте соединения.
2. Соответствующий концевой выключатель может срабатывать неправильно. Проверьте, нет ли помех движению оси, и убедитесь в надежности проводов концевого выключателя.
Ненормальная экструзия экструдера:
1. Проверьте, не ослаблен ли провод двигателя экструдера.
2. Убедитесь, что шестерня экструдера надежно затянута на валу двигателя.
3. Возможно, печатающая головка не получает достаточного охлаждения. Убедитесь, что вентилятор охлаждения печатающей головки работает правильно.
4. Возможно, сопло засорилось. Попробуйте кратковременно нагреть сопло до 230° С и вручную выдавить нить с усилием, чтобы устранить засор. В качестве альтернативы можно использовать тонкую иглу для прочистки сопла при его предварительном нагреве.
Модель не прилипает к платформе и не деформируется:
1. Если расстояние между соплом и платформой превышает 0,2 мм во время первого слоя, то адгезия к платформе значительно снижается, что требует повторного выравнивания.
2. При нарезке модели установите значение адгезии печатной платформы "Brim", что позволяет повысить адгезию и предотвратить коробление.
Несоответствие модели:
1. Скорость перемещения или скорость печати может быть слишком высокой. Попробуйте уменьшить скорость.
2. Возможно, ремни осей Х/Y слишком ослаблены или шкивы не закреплены надежно.
Чрезмерное натяжение нити:
1. Недостаточное расстояние втягивания. Увеличьте расстояние втягивания в программе нарезки.
2. Низкая скорость втягивания. Увеличьте скорость втягивания в программе для нарезки.
3. Включите Z-подъем во время втягивания в программе для нарезки, при этом высота подъема должна составлять примерно 0,25 мм.
4. Температура печати может быть слишком высокой, что приводит к чрезмерной вязкости нити. Немного снизьте температуру печати.
Внимание
1. Anycubic 3D-принтер генерирует высокую температуру. НЕ дотрагивайтесь до внутренней части принтера во время работы. Контакт с экструдированными материалами может вызвать ожоги.
2.Используйте перчатки устойчивые к высоким температурам при работе с продуктом.
З. Это оборудование не подходит для использования в местах, где могут присутствовать дети.
4. Номинальный ток предохранителя для принтера - 250В 10А. Никогда не заменяйте предохранитель на предохранитель с более высоким амперажем, иначе это может вызвать пожар.
5. Розетка должна быть легко доступна.
Если вам не удалось найти решение своей проблемы или не удалось ее решить, обратитесь за консультацией в нашу компанию CLUB3D_CLUB. Наши инженеры ответят вам по электронной почте в течение одного рабочего дня.
(support@club3.club)

Важные рекомендации:
1. Введите серийный номер соответствующей модели. Поля, помеченные красными звездочками, являются обязательными для заполнения.
2. При успешном заполнении и отправки формы вы получите ответ от системы послепродажного обслуживания на свою электронную почту.
3. Если вы успешно отправили форму, но не получили электронное письмо, проверьте папку со спамом.
4. Если вам не удалось отправить форму, прочтите всплывающее уведомление на странице.

 1 литр")
 1 литр")
 CLUB3D PRO - Черный (Black) 1KG (1,75мм)")
 для FDM 3D принтеров CLUB3D Base - Черный (Black) 1KG (1,75мм)")
 1 литр")
 CLUB3D Base - Черный (Black) 1KG (1,75)")

1 литр")
 1 литр")
 1 литр")

|
Copyright 2022 © Все права защищены. г.Москва Поречная д.10 Посмотреть на карте |

