Мир Аддитивных Технологий
 Каталог товаров
Каталог товаров 
 принтеры")

Настройка параметров печати для филаментов Club3d.club: руководство для Anycubic Kobra X
Настройка параметров печати для филаментов Club3d.club: руководство для Anycubic Kobra X
Возможности Anycubic Kobra X при работе с Club3d.club
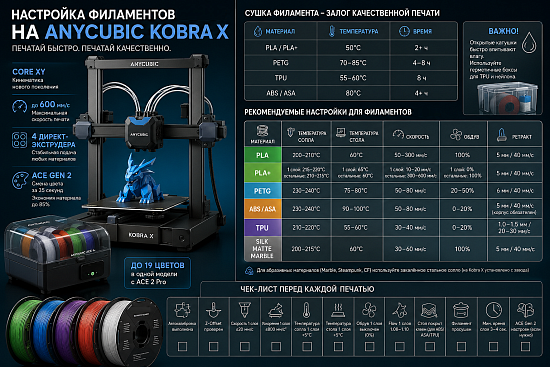
Anycubic Kobra X — профессиональный FDM-принтер с кинематикой Core XY, рабочим объёмом 260×260×260 мм и четырьмя директ-экструдерами. Максимальная скорость печати достигает 600 мм/с при ускорении до 30 000 мм/с². Управление осуществляется через Klipper — систему с расширенными возможностями калибровки и тонкой настройки.
Ключевой элемент конструкции — система автоматической смены материала ACE Gen 2, встроенная непосредственно в печатную головку. Резак расположен в 10 мм от сопла, что позволяет выполнять смену цвета за 35 секунд и экономить до 85% материала по сравнению с системами с внешним подавателем. При подключении дополнительных блоков ACE 2 Pro количество одновременно используемых цветов расширяется до 19.
Сопло на Kobra X твердосплавное, закалённое — оно совместимо с абразивными материалами (Carbon Fiber, Marble, Steampunk) без замены. Слайсер — Anycubic SlicerNex на базе OrcaSlicer/BambuStudio.
Предпечатная сушка филаментов Club3d.club
Влажный филамент — причина большинства дефектов печати: пузырей, стрингинга, расслоений, плохой адгезии слоёв. Перед началом работы просушивайте катушки:
| Материал | Температура сушки | Время сушки |
|---|---|---|
| PLA / PLA+ | 50°C | более 2 часов |
| PETG | 70–85°C | 4–8 часов |
| TPU | 55–60°C | 8 часов |
| ABS / ASA | 80°C | более 4 часов |
| PA / Nylon | не рекомендуется | — |
Конструкция Kobra X предусматривает открытые кронштейны для катушек — влага и пыль попадают на пруток без препятствий. Для гигроскопичных материалов (TPU, нейлон) используйте герметичные контейнеры с осушителем в процессе самой печати, не только при хранении.
Настройки PLA и PLA+ Club3d.club
Стандартный PLA
| Параметр | Оптимальное значение |
|---|---|
| Температура сопла | 200–210°C |
| Температура стола | 60°C |
| Скорость печати | 50–300 мм/с |
| Ускорение | 10 000–20 000 мм/с² |
| Обдув | 100% |
| Высота слоя | 0.2 мм |
Директ-экструдер Kobra X обеспечивает стабильную подачу PLA без характерных для Bowden-систем задержек. Закалённое сопло 0.4 мм подходит для стандартного PLA без ограничений.
PLA+ на высоких скоростях
Для PLA+ принципиально важно разделять настройки первого и рабочих слоёв:
| Параметр | Первый слой | Рабочие слои |
|---|---|---|
| Скорость | 10–20 мм/с | 300–600 мм/с |
| Ускорение | 500–800 мм/с² | 20 000–30 000 мм/с² |
| Температура сопла | 215–220°C | 210–215°C |
| Температура стола | 65°C | 60°C |
| Обдув | 0% | 100% |
| Flow Ratio | 1.08–1.10 | 1.00–1.04 |
Объёмный расход при работе на высоких скоростях — 22–24 мм³/с. Минимальное время слоя — 3–4 секунды, Klipper управляет этим параметром автоматически.
Текстурные PLA: Silk, Matte, Marble, Steampunk
Silk PLA (шелковый): температура сопла 200–210°C, стол 60°C, скорость не более 60 мм/с, обдув 100%. Система ACE Gen 2 позволяет комбинировать несколько оттенков Silk в одной модели с минимальными потерями материала.
Matte PLA (матовый): аналогичные параметры — сопло 200–210°C, стол 60°C, скорость 50–100 мм/с.
Marble и Steampunk (абразивные): сопло 205–215°C, стол 60°C, скорость до 60 мм/с, ретракт 5–6 мм. Требуется закалённое стальное сопло — на Kobra X оно установлено с завода. Специальная замена не нужна.
Настройки PETG Club3d.club
Стандартный PETG
| Параметр | Значение |
|---|---|
| Температура сопла | 230–240°C |
| Температура стола | 75–80°C |
| Скорость печати | 50–80 мм/с |
| Обдув | 20–50% (первый слой — 0%) |
| Ретракт | 6 мм при 40 мм/с |
Директ-экструдер существенно улучшает качество экструзии PETG по сравнению с Bowden-системами. ACE Gen 2 позволяет сочетать PETG с растворимыми поддержками (PVA) для сложных геометрий.
PETG Carbon Fiber
Сопло 230°C, стол 80°C, скорость 50–60 мм/с, ретракт 4.5 мм. Закалённое сопло Kobra X совместимо с CF-материалом без замены. Высокая жёсткость PETG CF делает его оптимальным для корпусов электроники и конструктивных деталей.
ABS и ASA Club3d.club: работа с высокотемпературными материалами
Оба материала требуют стабильной температуры окружающей среды. Kobra X имеет открытую конструкцию — для регулярной работы с ABS и ASA рекомендуется дополнительный корпус.
| Материал | Сопло | Стол | Скорость | Обдув |
|---|---|---|---|---|
| ABS | 230°C | 90–100°C | 50 мм/с | 40–60% |
| ABS CF | 240–250°C | 90–100°C | 50–60 мм/с | 40–60% |
| ASA | 230–240°C | 90°C | 50 мм/с | 40–60% |
ASA содержит UV-стабилизаторы и работает в диапазоне от -20°C до +80°C — материал подходит для деталей, эксплуатируемых на открытом воздухе. Для улучшения адгезии стола при работе с ABS/ASA рекомендуется клей (Magigoo или аналог).
TPU Club3d.club: гибкие материалы
| Параметр | Значение |
|---|---|
| Температура сопла | 210–220°C |
| Температура стола | 55–60°C |
| Скорость печати | 30–40 мм/с |
| Ретракт | 1.0–1.5 мм при 15–25 мм/с |
| Обдув | 20–40% |
| Предсушка | 55–60°C, 8 часов |
Директ-экструдер Kobra X — оптимальная конфигурация для гибкого TPU. ACE Gen 2 для автоматической подачи TPU не используется: гибкий пруток несовместим с автоматическими системами смены материала. Для лучшей адгезии применяйте текстурированную PEI с клеем. Эластичность Club3d.club TPU составляет 300–500%, что делает материал подходящим для амортизирующих деталей, уплотнений, ортопедических изделий.
Многоцветная печать с ACE Gen 2
Двух- и трёхцветные PLA Club3d.club (Dual Color, Tri Color) печатаются при стандартных условиях: сопло 200–210°C, стол 60°C, скорость 50–80 мм/с. Система ACE Gen 2 обеспечивает смену цвета за 35 секунд с экономией материала до 85% по сравнению с внешними AMS-решениями. Расширение до 19 цветов через блоки ACE 2 Pro.
Профиль в Anycubic SlicerNex для PLA+ на высоких скоростях
[Process Settings]
Layer Height: 0.2 мм
First Layer Height: 0.2 мм
[Speed]
First Layer Speed: 10–20 мм/с
First Layer Acceleration: 500–800 мм/с²
Default Printing Speed: 300–600 мм/с
External Perimeter Speed: 150–200 мм/с
Infill Speed: 400–600 мм/с
[Temperature]
Nozzle Temperature: 210–220°C
First Layer Nozzle Temp: 215–220°C (+5°C от основной)
Bed Temperature: 60°C
First Layer Bed Temp: 65°C (+5°C от основной)
[Cooling]
Fan Speed: 100% (со второго слоя)
First Layer Fan Speed: 0%
[Flow]
Flow Ratio: 1.04 (общий)
First Layer Flow: 1.08–1.10
[Retraction]
Retraction Length: 4–6 мм (PLA/PETG) / 1.0–1.5 мм (TPU)
Retraction Speed: 35–45 мм/с
[ACE Gen 2 Settings]
Color Change Speed: 35 сек (оптимизировано)
Filament Waste: 85% меньше по сравнению с внешним AMS
Max Colors: 4 (базовая конфигурация), 19 (с ACE 2 Pro)
[Process Settings]
Layer Height: 0.2 мм
First Layer Height: 0.2 мм
[Speed]
First Layer Speed: 10–20 мм/с
First Layer Acceleration: 500–800 мм/с²
Default Printing Speed: 300–600 мм/с
External Perimeter Speed: 150–200 мм/с
Infill Speed: 400–600 мм/с
[Temperature]
Nozzle Temperature: 210–220°C
First Layer Nozzle Temp: 215–220°C (+5°C от основной)
Bed Temperature: 60°C
First Layer Bed Temp: 65°C (+5°C от основной)
[Cooling]
Fan Speed: 100% (со второго слоя)
First Layer Fan Speed: 0%
[Flow]
Flow Ratio: 1.04 (общий)
First Layer Flow: 1.08–1.10
[Retraction]
Retraction Length: 4–6 мм (PLA/PETG) / 1.0–1.5 мм (TPU)
Retraction Speed: 35–45 мм/с
[ACE Gen 2 Settings]
Color Change Speed: 35 сек (оптимизировано)
Filament Waste: 85% меньше по сравнению с внешним AMS
Max Colors: 4 (базовая конфигурация), 19 (с ACE 2 Pro)
Калибровка первого слоя
При первом включении Kobra X автоматически выполняет полную самодиагностику: выравнивание платформы, настройку Z-Offset и Input Shaping. Для текущей корректировки Z-Offset используйте тестовый квадрат 50×50 мм и сенсорный дисплей во время печати.
| Тип поверхности стола | Рекомендуемый Z-Offset |
|---|---|
| Текстурированная PEI | от -0.02 до -0.05 мм |
| Гладкая PEI | от -0.03 до -0.06 мм |
Оптимальный первый слой: слегка «впечатан» в поверхность, равномерный, не прозрачный.
Сводная таблица параметров всех материалов Club3d.club для Anycubic Kobra X
| Материал | Сопло | Стол | Скорость | Ретракт | Обдув |
|---|---|---|---|---|---|
| PLA | 200–210°C | 60°C | 50–300 мм/с | 6 мм @ 40 мм/с | 100% |
| PLA+ | 210–220°C | 60°C | 50–600 мм/с | 6 мм @ 40 мм/с | 100% |
| PLA+ 1-й слой | 215–220°C | 65°C | 10–20 мм/с | 6 мм @ 40 мм/с | 0% |
| Silk PLA | 200–210°C | 60°C | 50–100 мм/с | 6 мм @ 40 мм/с | 100% |
| PETG | 230–240°C | 75–80°C | 50–80 мм/с | 6 мм @ 40 мм/с | 20–50% |
| PETG CF | 230°C | 80°C | 50–60 мм/с | 4.5 мм | 20–50% |
| ABS | 230°C | 90–100°C | 50 мм/с | 6 мм @ 40 мм/с | 40–60% |
| ABS CF | 240–250°C | 90–100°C | 50–60 мм/с | 6 мм | 40–60% |
| ASA | 230–240°C | 90°C | 50 мм/с | 6 мм @ 40 мм/с | 40–60% |
| TPU | 210–220°C | 55–60°C | 30–40 мм/с | 1.0–1.5 мм @ 15–25 мм/с | 20–40% |
✅ Чек-лист перед печатью на Anycubic Kobra X
☐ Автоматическая калибровка выполнена (Kobra X выполняет её при первом запуске)
☐ Z-Offset проверен (тест печати на плоском квадрате 50×50 мм)
☐ Скорость первого слоя ≤20 мм/с для PLA+
☐ Ускорение первого слоя ≤800 мм/с²
☐ Температура сопла первого слоя +5°C выше основной
☐ Температура стола первого слоя +5°C выше основной
☐ Обдув первого слоя выключен (0%)
☐ Flow первого слоя 1.08–1.10
☐ Стол покрыт клеем (для ABS/ASA/TPU)
☐ Филамент просушен по таблице сушки
☐ Для абразивных материалов (CF, Marble) — сопло закалённое стальное (установлено на Kobra X с завода)
☐ Минимальное время слоя 3–4 секунды (Klipper управляет автоматически)
☐ ACE Gen 2 настроен для многоцветной печати (при необходимости)
☐ Автоматическая калибровка выполнена (Kobra X выполняет её при первом запуске)
☐ Z-Offset проверен (тест печати на плоском квадрате 50×50 мм)
☐ Скорость первого слоя ≤20 мм/с для PLA+
☐ Ускорение первого слоя ≤800 мм/с²
☐ Температура сопла первого слоя +5°C выше основной
☐ Температура стола первого слоя +5°C выше основной
☐ Обдув первого слоя выключен (0%)
☐ Flow первого слоя 1.08–1.10
☐ Стол покрыт клеем (для ABS/ASA/TPU)
☐ Филамент просушен по таблице сушки
☐ Для абразивных материалов (CF, Marble) — сопло закалённое стальное (установлено на Kobra X с завода)
☐ Минимальное время слоя 3–4 секунды (Klipper управляет автоматически)
☐ ACE Gen 2 настроен для многоцветной печати (при необходимости)

- Комментарии

 CLUB3D PRO - Черный (Black) 1KG (1,75мм)")


 Anycubic - Ярко-Белый (White)1KG (1,75мм)")
 1 литр")
 для FDM 3D принтеров CLUB3D Base - Ярко Белый (White)1KG (1,75мм) (Без Катушки)")
 1 литр")
 1 литр")
 Anycubic - Черный (Black) 1KG (1,75мм)")
1 литр")
 1 литр")
|
Copyright 2022 © Все права защищены. г.Москва Поречная д.10 Посмотреть на карте |

